

Математическое моделирование двухфакторной зависимости длины лунки жидкого металла в слябовой непрерывнолитой заготовке
.docxМИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ
РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ
«МАГНИТОГОРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ
УНИВЕРСИТЕТ ИМ. Г.И. НОСОВА»
Институт металлургии, машиностроения и материалообработки
Кафедра металлургии и
химических технологий
ЛАБОРАТОРНАЯ РАБОТА
по дисциплине «Моделирование процессов и объектов в металлургии»
на тему «Математическое моделирование двухфакторной зависимости длины лунки жидкого металла в слябовой непрерывнолитой заготовке»
Исполнитель:
Руководитель:
Работа защищена «____» _____________ 2019 г. с оценкой_________ _____________
(подпись)
Цель работы: Изучение влияния на длину лунки жидкого металла в слябовой непрерывнолитой заготовке толщины отливаемой заготовки и температуры металла в промежуточном ковше МНЛЗ с использованием метода математического моделирования.
-
Методика работы
Работа выполнена в среде электронных таблиц Excel.
Исходные данные представлены в виде таблицы 1.
Таблица 1- Исходные данные
|
Марка стали |
11ЮА |
||||||
|
Размеры сечения сляба, мм |
|||||||
|
толщина: |
160 |
170 |
180 |
190 |
200 |
||
|
ширина: |
1070 |
||||||
|
Металлургическая длина слябовой МНЛЗ, м |
30 |
||||||
Химический состав заданной марки стали приведен в таблице 2.
Таблица 2-Химический состав стали марки 11ЮА, %
|
Содержание химических элементов в стали, % |
||||||||
|
С |
Si |
Mn |
S |
P |
Cr |
Ni |
Cu |
Al |
|
0,17 |
0,2 |
0,5 |
0,03 |
0,025 |
0,3 |
0,3 |
0,3 |
0,04 |
Температура ликвидуса определяется по формуле:


где 1539 – температура затвердевания чистого железа, ºС;
73; 12; 3; 30; 28; 1; 3,5; 7; 3 – величины снижения температуры затвердевания железа при введении в него одного процента каждого из элементов, соответственно, ºС/%.



Рассчитываются пять значений температуры стали в промежуточном ковше. Для осуществления вычислений принимаются значения перегрева стали в промежуточном ковше над температурой ликвидус с шагом 5 ℃, начиная с 15 ℃ (таблица 3).
Таблица 3 – Величина перегрева стали и температура стали в промежуточном ковше
|
Величина перегрева стали в промежуточном ковше, С° |
||||
|
15 |
20 |
25 |
30 |
35 |
|
Температура стали в промежуточном ковше, С° |
||||
|
1533 |
1538 |
1543 |
1548 |
1553 |
Скорректированное значение коэффициента скорости вытягивания сляба из кристаллизатора принимается равным 0,19 м²/мин.
Формула для расчета максимальной длины лунки жидкого металла

где
 – наибольшая длина лунки, м;
– наибольшая длина лунки, м;
 – температура
стали в промежуточном ковше, ˚С;
– температура
стали в промежуточном ковше, ˚С;
tликв
– температура ликвидус стали,
 ;
;
 – коэффициент
скорости вытягивания, м2/мин.
– коэффициент
скорости вытягивания, м2/мин.
-
Результаты работы
Результаты работы представлены в таблице 4.
Таблица 4 – Результаты расчета длины лунки жидкого металла (м) в слябовой заготовке
|
Толщина сляба, мм |
Температура стали в промежуточном ковше, ˚С |
||||
|
|
1533 |
1538 |
1543 |
1548 |
1553 |
|
160 |
16,84 |
17,51 |
18,24 |
19,04 |
19,90 |
|
170 |
18,04 |
18,76 |
19,54 |
20,39 |
21,32 |
|
180 |
19,25 |
20,02 |
20,86 |
21,77 |
22,76 |
|
190 |
20,49 |
21,31 |
22,19 |
23,16 |
24,21 |
|
200 |
21,73 |
22,60 |
23,55 |
24,57 |
25,69 |
По данным таблицы 4 строятся диаграммы зависимости длины лунки жидкого металла в слябовой заготовке от толщины сляба и длины лунки жидкого металла в заготовке от температуры стали в промежуточном ковше (рисунки 1 и 2).
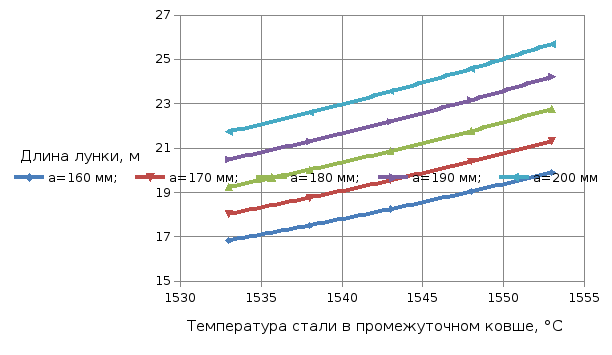
Рисунок 1 - Зависимость длины лунки жидкого металла в слябовой заготовке из стали марки 11ЮА от температуры стали в промежуточном ковше и толщины сляба (а)
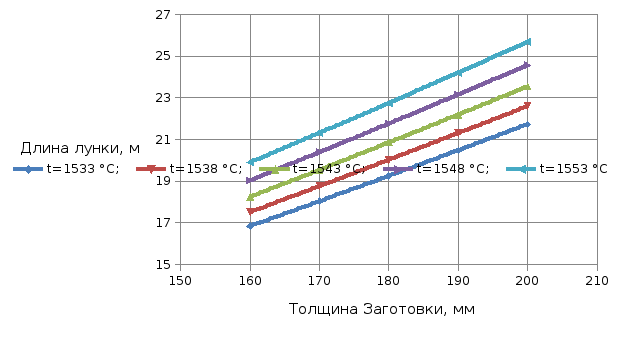
Рисунок 2 - Зависимость длины лунки жидкого металла в слябовой заготовке из стали марки 11ЮА от толщины сляба и температуры стали в промежуточном ковше (t)
-
Анализ характера полученных зависимостей
На рисунке 1 для постоянной температуры 1533 ˚С изменение толщины сляба от 160 до 200 мм с шагом 10 мм приводит к возрастанию длины лунки на 0,98; 0,99; 1,00 и 1,01 м. Таким образом, зависимость длины лунки жидкого металла от толщины сляба при постоянной температуре является криволинейной возрастающей.
На рисунке 2 в слябе толщиной 160 мм изменение температуры от 1533 до 1553 ˚С с шагом 5 ˚С приводит к возрастанию длины лунки на 0,78; 0,84; 0,91; 1,00 м. Следовательно, зависимость длины лунки от температуры стали в промежуточном ковше является криволинейной возрастающей.
При рассмотрении рисунка 1 линии слева направо расширяются. Это подтверждается тем, что при постоянной температуре стали в промежуточном ковше 1533 ˚С увеличение толщины сляба от 160 до 200 мм приводит к росту длины лунки на 3,99 м, а при температуре 1533 ˚С - на 4,71 м. Следовательно, чем больше температура стали в промежуточном ковше МНЛЗ, тем влияние толщины сляба на длину лунки больше.
На рисунке 2 слева направо линии расширяются, это подтверждается тем, что в слябе толщиной 160 мм изменение температуры от 1533 до 1553 ˚С приводит к росту длины лунки 3,53, а в слябе 200 мм - на 4,26 м. Следовательно, чем больше толщина сляба, тем сильнее влияние температуры стали в промежуточном ковше МНЛЗ на длину лунки.
В слябе толщиной 180 мм при изменении температуры от 1533 до 1553 ˚С приводит к возрастанию длины лунки на 3,89 м. При среднем значении температуры стали в промежуточном ковше МНЛЗ 1543 ˚С и изменении толщины сляба от 160 до 200 мм приводит к увеличению длины лунки жидкого металла на 4,32 м.
Таким образом, на длину лунки жидкого металла сильнее оказывает влияние толщина сляба, чем температура стали в промежуточном ковше МНЛЗ.
Вывод: В работе установлено, что длина лунки жидкого металла возрастала с увеличением температуры и толщины слябовой заготовки по криволинейной возрастающей зависимости. На длину лунки жидкого металла сильнее оказывает влияние толщина сляба, чем температура стали в промежуточном ковше МНЛЗ.
Магнитогорск 2019