

3329
.pdfРис. 1.3. Турбина с напаянным покрывным диском
Рис. 1.4. Турбина с закрытыми узкими межлопаточными каналами, выполненными в цельной заготовке
10
электроэрозионным прошиванием Таким образом, к нетехнологичным лопаточным дета-
лям наукоемких изделий относятся конструктивные элементы транспортных машин, имеющие внутренние закрытые и открытые полости (каналы) с выходом наружу.
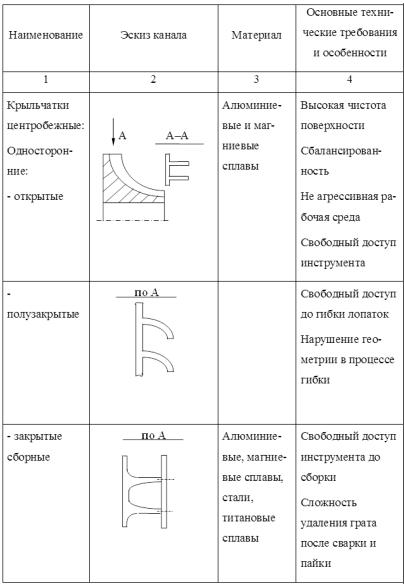
Это межлопаточные каналы центробежных и осевых рабочих колес и сопловых аппаратов насосных агрегатов, турбокомпрессоров и агрегатов турбонаддува, работающих при больших перепадах давления, температуры и высоких окружных скоростях. Типовые детали этой группы приведены в табл. 1.
Применяя принципы групповой обработки, можно создавать комплексную технологию их получения, включающую операции и переходы индивидуальных технологических процессов.
Из табл. 1 в качестве такой технологии можно выбрать процесс, включающий формообразование каналов в цельных закрытых осевых рабочих колесах, где высокие требования к точности профиля сочетаются с необходимостью получения высокого качества поверхности, обеспечивающего надежность, долговечность и работоспособность конструкции при высоких градиентах давления и температур.
При этом рассматриваются методы формирования поверхностных слоев рабочего профиля на заготовках, выполняемых литьем, прессованием, формообразованием электроэрозионным и электрохимическим методом.
В рассматриваемых типовых деталях обрабатываются закрытые полости, в которые ограничен, или исключен доступ режущего инструмента. В этом случае приоритет отдается нетрадиционным комбинированным методам поверхностной обработки, сочетающим в одном процессе несколько видов воздействий различного рода (электрические, механические, лучевые, плазменные и т.д.).
11
Таблица 1 Конструктивно-технологическая классификация
нагруженных деталей транспортных машин
12
Окончание табл. 1
13

1.3. Эксплуатационно-ориентированные технологические требования при создании изделий
Нагруженные детали машин неизбежно контактируют друг с другом или с рабочим телом. От состояния поверхности напрямую зависят ресурс работы детали, ее безотказности, ремонтопригодность и др. В последнее время эксплуатационные процессы, становятся более напряженными: интенсификация, увеличение скоростей перемещения рабочих органов, и, следовательно, повышение температур и давления, а требования к поверхностному слою лопаток растут, следовательно, влияние поверхностного слоя значительно возрастает.
Основной причиной малой эффективности известных способов обработки в применении к деталям с малыми межлопаточными расстояниями, главным образом, к поверхностям межлопаточных каналов этих деталей, является невозможность оптимального сочетания режимных параметров процесса воздействия. Это не позволяет обеспечивать качественную отделочно-упрочняющую обработку труднодоступных сложнофасонных поверхностей межлопаточных каналов и создает значительную неравномерность распределения показателей качества поверхностного слоя
14
таких деталей. Для эффективного решения проблемы также необходимо использовать комбинированные методы, где, наряду с пластической деформацией, осуществляемой комбинацией механических воздействий, применяется анодное растворение металла.
Взаимосвязь показателей качества поверхностного слоя с эксплуатационными свойствами деталей свидетельствует о том, что оптимальная поверхность должна быть достаточно твердой, должна иметь сжимающие остаточные напряжения, мелкодисперсную структуру, сглаженную форму микронеровностей с большой площадью опорной поверхности. Обеспечение усталостной прочности лопаток в условиях, близких к критическим, проводится как конструктивными, так и технологическими методами:
а) конструктивно – применением в качестве материала лопаточных деталей высокопрочных жаростойких никелевых и титановых сплавов, дальнейшее экстенсивное наращивание металлоемкости конструкций, осознанно понижая их технологичность;
б) технологически – формированием в процессе изготовления рабочего колеса на профильных поверхностях лопаток защитных покрытий, остаточных сжимающих напряжений, получение стабильного микрорельефа поверхности.
Прочность лопатки в таких случаях не сильно зависит от концентраторов напряжений, и от шероховатости ее поверхности. Износ по профилю лопатки является фактором, вызывающим ухудшение гидродинамических характеристик насосного агрегата, что влечет за собой увеличение вибрации и, как следствие, неплановый ремонт. Основными браковочными признаками по профилю лопатки являются: неравномерная микротвердость различных участков поверхностей, дефекты изготовления.
Усталостное растрескивание и выкрашивание кромок лопаток наблюдается в местах наибольших изгибающих напряжений, т.е. в сечении изменения знака нагружения, где,
15
вследствие концентрации нагрузки создаются большие растягивающие напряжения. Эти явления вызваны следующими факторами: импульсный характер нагрузок; силы гидродинамического и газодинамического трения, обусловленные особенностями эксплуатации насосного агрегата; температурные импульсы; локальный характер эрозионного воздействия. Такие процессы взаимодействия лопатки и рабочей среды, реализующиеся в поверхностных слоях сложного профиля, характеризуются следующими особенностями: в большинстве случаев первичные трещины возникают в тонких слоях под поверхностью, а затем разрушение распространяется в глубину или на саму лопатку и охватывает все большую поверхность. При этом прочностной запас насосного агрегата ощутимо снижается, растет вибрация, что ускоряет усталостное разрушение поверхности.
В этих условиях геометрия галтели, влияние шероховатости галтели и дефектов на ее поверхности сказывается гораздо сильнее для повышения ресурса работы насосных агрегатов. Решающее значение имеет обеспечение высокого качества поверхностного слоя лопатки.
Отсюда возникает задача разработки рациональной технологии финишных отделочно-упрочняющих операций, которые включали бы различные виды воздействий, формирующих благоприятные структуру и микрогеометрию рабочей поверхности межлопаточного канала.
Значительно влияние на работоспособность имеет технологически наследованные от предыдущих этапов обработки различные дефекты поверхностного слоя материала детали. Если не устранять остающиеся после механической обработки риски на поверхности лопатки, то они будут снижать предел усталостной прочности поверхностного слоя, т.к. являются дополнительными концентраторами напряжений. На проточных поверхностях насосных агрегатов формируются нестабильные по площади и глубине поверхностного слоя физико-механические свойства, отрица-
16
тельно влияющие на прочностные характеристики лопаток. Все это приводит к неоднородному пластическому деформированию и неравномерной усталостной прочности поверхностного слоя лопатки.
Чистовая финишная обработка также оказывает существенное влияние на свойства поверхностного слоя и усталостную прочность агрегата в целом. Шлифование, значительно уменьшая шероховатость поверхности, формирует микронеровности, профиль которых характеризуется острыми вершинами и впадинами с малым радиусом закругления, которые обеспечивают недостаточную величину опорной поверхности, так как служат концентраторами напряжений и прижогов. Структурная неоднородность из-за тепловых явлений в зоне резания абразивом, приводит к снижению микротвердости, образованию остаточных напряжений растяжения, возрастанию количества остаточного аустенита в тонких слоях. Назначаемые мероприятия по устранению шлифовочных прижогов часто не эффективны, особенно для жаропрочных вязких сплавов. Все указанные дефекты шлифования наследуются готовым изделием на следующей операции, вызывая снижение ресурса работы. К тому же, с помощью широко применяемых методов окончательной обработки шлифования создается необходимая форма деталей с заданной точностью, но часто не обеспечивается оптимальная структура поверхностного слоя.
Для высокоресурсных в процессе эксплуатации лопаточных машин при экстремальных условиях является необходимость обеспечения очень высокой равномерности фи- зико-механических свойств поверхностей проточной части насосных агрегатов, а также и отсутствие внедрения в материал деталей частиц обрабатывающих сред или продуктов процесса обработки. Очевидно, что для повышения надежности работы насосных агрегатов, работающих в условиях нестационарных воздействий, требуются дополнительные технологические операции, исключающие воздействие от-
17
рицательных факторов технологической наследственности, что довольно сложно обеспечить в условиях многономенклатурного производства. Так как же оценить и обеспечить уровень производственной технологичности такой наукоёмкой техники, изготавливаемой большей частью в сжатые сроки, малыми сериями и в единичных экземплярах. Начнем с рассмотрения общих понятий.
Вопросы для самоконтроля
1.Какие изделия машиностроения обладают низкой технологичностью. Приведите примеры по отраслям отечественной промышленности.
2.Приведите примеры известных Вам прогрессивных конструктивно-технологических решений для изделий.
3.Дайте технологическую классификацию типовых нагруженных конструктивных элементов на примере лопаточных деталей.
4.В чем заключается особенность эксплуатации рабочих поверхностей нагруженных деталей изделия в экстремальных условиях?
5.Какие прогрессивные технологии используют при изготовлении наукоемкого изделия в машиностроении.
6.Приведите примеры новых технологических решений для заготовительного производства современных лопаточных машин.
7.Какие Вам известны инженерные решения и разработки для обеспечения качества конкурентоспособной техники для базовых отраслей промышленности?
8.Объясните, как влияют традиционные технологические решения на эксплуатационные характеристики нагруженных конструктивных элементов изделий.
9.Поясните роль технологической наследственности на эксплуатационные показатели нагруженных деталей.
2.ОСНОВНЫЕ СВЕДЕНИЯ О ТЕХНОЛОГИЧНОСТИ
18
КОНСТРУКЦИИ ИЗДЕЛИЯ
2.1. Определение технологичности
Разработчик в процессе создания новой конструкции изделия придает ей специальные свойства, от которых зависит объем затрат на создание, изготовление, испытание, эксплуатацию, техническое обслуживание и ремонт, то есть на всех этапах жизненного цикла изделия. Совокупность всех свойств изделия, определяющих способность его конструкции и отдельных конструктивных элементов к обеспечению оптимальных затрат ресурсов при производстве и эксплуатации для заданных показателей качества и объема выпуска, представляет собой технологичность конструкции изделия (ТКИ).
ТКИ практически не отражает функциональные параметры изделия. Конструкцию изделия в общем случае определяют состав и взаимное расположение его частей, конструктивная схема изделия в целом, форма и расположение поверхностей базовых деталей и их соединений, состояние рабочих поверхностей деталей и физико-механических свойств используемых материалов, размеры и их точность, информационная полнота описания. Поэтому в общем виде будет корректно применять именно термин «технологичность конструкции изделия». Для наукоемкого изделия это понятие рассматривают более широко.
2.2. Основная номенклатура показателей технологичности конструкции
Показатели ТКИ подразделяются на различные виды в зависимости от исходного признака классификации. В зависимости от характеризуемых свойств различают показатели технологической рациональности конструкции изделия, преемственности конструкции изделия, ресурсоемкости
19