

книги / Оборудование для подготовки материалов
..pdfРис. 1.67. Схемы литейных смесителей: а — с одним катком и рыхлителем; б — с двумя мешалками; в — со смесительной лопастью и двумя мешалками
Применяются также смесители, над дном чаши 5 которых (рис. 1.67, в) вращаются специальные лопасти 6, обеспечивающие смешивание компонентов, а две лопастные мешалки 7, погружаемые в смесь, производят дальнейшую ее обработку.
1.3.5. Разрыхлители
Формовочная смесь из бункеров-отстойников или непосредственно из смесеприготовительного отделения системой ленточных конвейеров подается в бункеры формовочных машин. В системе транспорта формовочной смеси на этом участке устанавливают разрыхлители с целью улучшения ее формуемости.
Разрыхлители бывают стационарные и передвижные. Наибольшее распространение получили стационарные, к ним относятся лопастные разрыхлители (аэраторы) и дезинтеграторы.
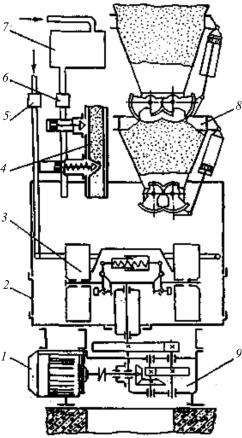
Лопастный разрыхлитель мод. 1А32 представлен на рис. 1.68. Основанием машины служит сварная рама 8, на которой установлены подшипники вала ротора 1 и электродвигатель 3, передающий вращение ротору через клиноременную передачу 2.
121
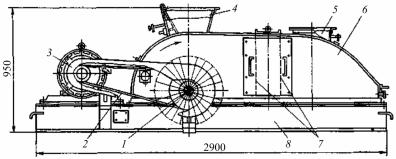
На роторе 1 смонтировано шестнадцать пар державок, на каждой из которых закреплена сменная лопатка. В средней части сварного защитного кожуха 6 свободно подвешены в два ряда цепи 7. Левая часть кожуха имеет в верхней части загрузочную воронку 4 с двумя заслонками для регулирования потока смеси, а в правой части кожухаимеетсявентиляционный патрубок 5 для отсосапыли.
Рис. 1.68. Лопастный разрыхлитель мод. 1А32
Обе части кожуха имеют люки для доступа в рабочее пространство машины. Через левый люк производится замена изношенных лопаток, а через правый — очистка внутренних стенок кожуха. Для осмотра цепных подвесок служат боковые люки, закрытые щитками. Люки сблокированы конечными выключателями таким образом, что при открывании их выключается электродвигатель привода ротора.
Смесь подается равномерно и только во время работы машины. Из воронки смесь попадает на быстро вращающиеся лопатки, которые с силой отбрасывают ее на цепи 7. Ударяясь о цепи, комья смеси дробятся. Разрыхленная смесь падает вниз на конвейер и выносится из-под разрыхлителя в бункеры формовочных машин.
Нашей промышленностью выпускаются литейные аэраторы для готовой формовочной смеси мод. 16112, 16113, 16114, 16115 и 16116 производительностью 20, 40, 80, 125, 250 м3/ч и литейные аэраторы для оборотной формовочной смеси (надленточ-
122
ные) мод. 16132, 16133, 16134, 16136 производительностью 70,
100, 150 и 240 м3/ч.
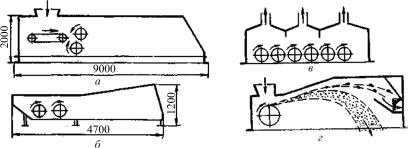
На рис. 1.69 приведены схемы компоновки некоторых типов современных аэраторов. На схеме а показан аэратор с двумя роторами, вращающимися в противоположных направлениях, на которые смесь подается ленточным питателем, расположенным под загрузочным отверстием кожуха. На схеме б представлен так называемый попутный аэратор, который устанавливают на ленточном конвейере формовочной смеси. Он имеет два ротора, которые своими лопатками захватывают смесь с движущейся ленты и бросают ее вдоль кожуха, по ходу ленты. Кожух внутри облицовывается резиной. Аэраторы с указанными на схемах а и б размерами имеют производительность до 200 т/ч. На схеме в показан принцип устройства попутного аэратора с тремя двойными роторами. Попутные аэраторы применяют иногда и на линиях подготовки отработанной формовочной смеси для ее рыхления и частичной гомогенизации и предварительного охлаждения и ставят между магнитным сепаратором и ситом.
Рис. 1.69. Схемы компоновки некоторых современных аэраторов: а — с двумя роторами и ленточным питателем; б — попутный с двумя роторами; в — попутный с тремя роторами и отсосом; г — для литейных цехов литья из медных сплавов
На схеме г показан аэратор для обработки отработанной смеси в литейных цехах, изготовляющих отливки из медных сплавов. Кроме разрыхления смеси, в этом аэраторе происходит также от-
123
деление металлических (немагнитных) включений, которые пролетают дальше потока смеси и улавливаются отдельно.
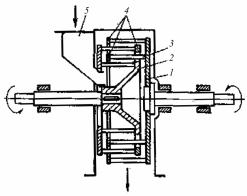
Дезинтеграторы, или дисковые рыхлители (рис. 1.70),
состоят из двух вращающихся навстречу друг другу дисков 1 и 2, на которых закреплены пальцы 3. Привод дисков индивидуальный, а приводные валы могут располагаться либо с одной стороны установки, либо с двух сторон (рис. 1.70). Пальцы каждого ряда для увеличения жесткости соединены между собой кольцами 4. Материал для разрыхления подается через воронку 5 в центральную часть установки.
Рис. 1.70. Дезинтегратор
Комья смеси при падении на пальцы внутреннего ряда под действием удара разбиваются и падают вниз на последующие ряды пальцев. В результате многократных ударов смесь разрыхляется и просыпается вниз, обычно на конвейерную ленту.
1.3.6. Смесеприготовительные системы
Механизация и автоматизация приготовления и транспортирования формовочных и стержневых смесей имеет первостепенное экономическое значение, а также улучшает санитарногигиенические условия труда и обеспечивает необходимое высокое качество смесей.
124
Смесеприготовительные системы включают:
а) оборудование для предварительной подготовки оборотной формовочной смеси (дробилки для разминания комьев, магнитные сепараторы для извлечения металла, сита для грубого
итонкого просеивания, установки для гомогенизации и охлаждения смеси);
б) группы бункеров, расположенных над смесителями (для оборотной смеси, сухого и сырого песка, различных добавок);
в) дозаторы (питатели) сухих и жидких компонентов (весовые или объемные);
г) смесители непрерывного или периодического действия; д) систему транспортных машин для подачи исходных материалов и раздачи готовой смеси (ленточные конвейеры, элева-
торы, пневматический транспорт); е) аэраторы или дезинтеграторы в системе раздачи смеси.
Как правило, все эти машины объединены в автоматизированные блоки, которые между собой также связаны в единую автоматизированную систему.
Всовременных литейных цехах массового производства, где установлены автоматические формовочные линии, каждая такая линия имеет свою полностью автоматизированную смесеприготовительную систему. В цехах с мелкосерийным или единичным производством с большой номенклатурой по составу смесей строят единое центральное смесеприготовительное отделение. При организации центральных смесеприготовительных отделений учитывают влияние смешивания оборотных смесей на качество выпускаемых отливок в данном цехе.
Центральные смесеприготовительные системы (или группы установок) обычно располагают рядом с формовочным отделением, но изолированно от него. Расположение смесеприготовительных систем ближе к местам потребления сокращает путь готовой смеси при транспортировании ее в насыпном состоянии
иуменьшает степень ее высыхания.
125
Смесеприготовительные установки по составу входящих в них устройств и по своему конструктивному исполнению весьма разнообразны. Каждая из смесеприготовительных установок состоит из смесителя, бункеров и дозаторов для сухих компонентов, емкостей и дозаторов для жидких компонентов и транспортных устройств. В качестве примера рассмотрим упрощенную схему смесеприготовительной установки для формовочных смесей, изображенную на рис. 1.77.
Установка состоит из смесителей 12, блока бункеров для оборотной смеси 5 и сухого песка 6, дисковых питателей 7 и 8, дозирующих емкостей 9, дозаторов воды и суспензии 10.
Загрузка бункеров оборотной смесью осуществляется ковшовым элеватором 1, ленточным конвейером 2 и плужковыми сбрасывателями 4, а загрузка песком — ленточным конвейером 3. Оборотная смесь и свежий песок при помощи дисковых питателей поступают в дозирующие емкости, представляющие собой бункеры, опирающиеся на тензодатчики и снабженные челюстными затворами 11.
Доза песка определяется временем работы дискового питателя, а доза оборотной смеси фиксируется весовой системой, которая подает команду на прекращение загрузки и открытие челюстных затворов в емкости 9 по достижении заданного веса.
Готовая смесь выгружается из смесителей в промежуточные емкости 13 и далее при помощи питателей выдается на ленточный конвейер 14 транспортной системы.
На рис. 1.72 приведена схема другой смесеприготовительной установки. Здесь порционирование оборотной смеси осуществляется бункерным дозатором 8, свежего песка — эластичным рукавом-дозатором 4, а глиняно-угольной суспензии по истечении из бака 7 — при помощи электромагнитного клапана 6. Доведение смеси до заданной влажности обеспечивается клапаном 5. Вращение рабочих органов смесителя 3 в его чаше 2 осуществляется электродвигателем 1 через редуктор 9.
126
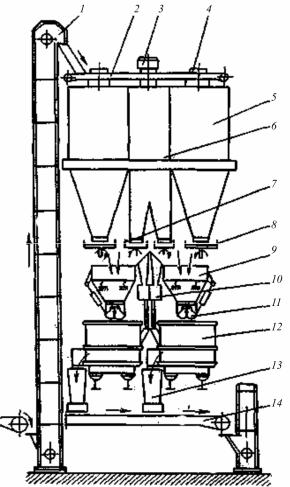
Рис. 1.71. Схема смесеприготовительной установки чугунолитейного цеха ВАЗ
На рис. 1.73 показана схема смесеприготовительной системы автоматической литейной линии блока цилиндров чугунолитейного цеха Волжского автомобильного завода, являющаяся типовой для современных установок такого типа. Смесеприготовительная установка оборудована двумя маятниковыми сме-
127
сителями с массой замеса 2,27 т и имеет цикловую производительность до 150 т/ч. Цикл работы смесителей 105 с. Из смесителей смесь выгружается в промежуточные бункеры емкостью 4 м3, снабженные реечными (колосниковыми) качающимися питателями, которые равномерно выдают смесь на систему ленточных конвейеров, передающих смесь в бункера формовочных автоматов с промежуточным разрыхлением в аэраторе.
Рис. 1.72. Схема смесеприготовительной установки на базе смесителей мод. 1А11
128
129
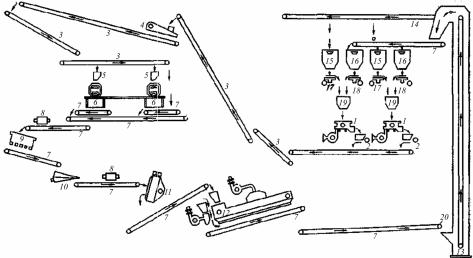
Рис. 1.73. Схема типовой смесеприготовительной системы для автоматической линии опочной формовки чугунного литья: 1 — смесители; 2 — реечный дозатор; 3 — система ленточных конвейеров для готовой смеси; 4 — аэратор; 5 — расходные бункеры; 6 — формовочные автоматы для верхней и нижней полуформ; 7 — система ленточных конвейеров для возврата отработанной смеси; 8 — магнитные сепараторы; 9 — сито для отработанной смеси; 10 — вибропитатель; 11 — гомогенизатор; 12 — охладитель; 13 — элеватор; 14 — ленточный конвейер для свежего песка; 15 — бункеры для свежего песка; 16 — бункеры для отработанной смеси; 17, 18 — тарельчатые питатели; 19 — весовой бункерный дозатор; 20 — магнитный шкив
Отработанная смесь после прохождения выбивной решетки подвергается первой магнитной сепарации надленточным сепаратором, затем грубому и тонкому просеиванию с разминанием комьев на вибрационном сите, после этого повторной магнитной сепарации другим надленточным сепаратором и, наконец, поступает в гомогенизатор. Далее смесь проходит охладитель установки испарительного охлаждения. После этого подготовленная отработанная смесь еще раз подвергается магнитной сепарации на ленте с концевым магнитным шкивом и с помощью элеватора поднимается в бункеры емкостью по 80 м3, установленные над смесителями с тарельчатыми питателями диаметром 2 м.
Свежий песок, получаемый заводом в готовом для применения виде, подается со склада формовочных материалов системой ленточных конвейеров и элеватором в бункеры емкостью 30 м3 над смесителями также с тарельчатыми питателями диаметром 2 м.
Отработанная смесь и свежий песок из этих бункеров поступают в весовой бункерный дозатор емкостью 2,5 м3, имеющийся над каждым смесителем. Весовой дозатор опирается на тензометрические датчики системы автоматического взвешивания. Он имеет челюстной затвор с пневмоприводом. Отработанная смесь и свежий песок подаются в весовой дозатор одновременно, причем количество дозируемых материалов определяется временем работы тарельчатых питателей.
Бентонит и уголь вводят в смесь в виде бентонитноугольной суспензии, содержащей 15–25 % бентонита (Na–Са) и 8–10 % угля (остальное — вода) в количестве 1,5–3,7 % от массы замеса. Бентонит для приготовления суспензии применяют в порошке, а уголь — гранулированный, с зерном, соответствующим модулю мелкости по AFS 52–72. В отличие от порошкообразного угля, гранулированный уголь не снижает газопроницаемости смеси и горит дольше, что усиливает его противопригарное действие. Суспензия приготовляется в установке с двумя баками (предварительного и окончательного смешива-
130