

684
.pdfМинистерство образования Российской Федерации.
Воронежская государственная лесотехническая академия
Организация производства на предприятиях
лесного комплекса
Методические указания к выполнению практических работ для студентов специальности 060800 – Экономика и управление на предприятиях лесного комплекса.
Воронеж
2002
1
Министерство образования Российской Федерации.
Воронежская государственная лесотехническая академия
Организация производства на предприятиях
лесного комплекса
Методические указания к выполнению практических работ для студентов специальности 060800 – Экономика и управление на предприятиях лесного комплекса.
Воронеж
2002
2
УДК 621.75 Мироненко С.С. Организация производства на предприятиях лесного
комплекса. Методические указания к выполнению практических работ для студентов специальности 060800Экономика и управление на предприятиях лесного комплекса / С.С.Мироненко, Л.Н.Косиченко, Е.В.Лисицына. –Воронеж.: ВГЛТА, 2002. -32с.
В методических указаниях предложены задачи и задания по организации производства, а также их теоретическое и практическое решение.
Печатается по решению редакционно-издательского совета ВГЛТА Рецензент начальник планового отдела ООО «Ясень» ВГЛТА И.В.Обоимова
Мироненко Светлана Сергеевна Косиченко Лариса Николаевна Лисицына Елена Викторовна
Организация производства на предприятиях лесного комплекса. Методические указания к выполнению практических работ для студентов специальности 060800 – Экономика и управление на предприятиях лесного комплекса.
Редактор С.Г. Герасименко
Подписано в печать 20.12.02 Формат 60x84 1/16 Объем 2,1 п.л. Усл.п.л. 2,0 Уч.-изд.л. 2,5 Тираж Заказ
___________________________________________________________________
Воронежская государственная лесотехническая акдемия РИО ВГЛТА, УОП ВГЛТА 394613 г. Воронеж, ул. Тимирязева, 8
3
Предисловие Методические указания предназначены для выполнения практических
работ по курсу «Организация производства на предприятиях лесного комплекса», для студентов, обучающихся по специальности 060800 - Экономика и управление на предприятиях лесного комплекса. Цель данных методических указаний – закрепить теоретические знания, увязать их с практической деятельностью, выработать навыки в выполнении расчетов, аргументированно обосновывать принимаемые решения по организации производства на предприятиях лесного комплекса.
Приступая к практической работе, студент должен тщательно изучить соответствующие разделы учебника, лекций, внимательно прочитать тему по методическим указаниям. Практические задания выполняются каждым студентом индивидуально, в последовательности, изложенной в данных методических указаниях.. Каждая работа, в качестве примера, содержит практический вариант расчета задания.
4
1 Общие сведения
Основными называются производственные процессы, в ходе которых осуществляется изготовление основной продукции, выпускаемой предприятием. Вспомогательные процессы направлены на обеспечение бесперебойного протекания основных производств и включают в себя ремонт зданий, изготовление запасных частей, инструментов, производство электроэнергии, пара и т.п.. Обслуживающие процессы позволяют обеспечить нормальную работу основных и вспомогательных процессов. К ним относят обеспечение подразделений предприятия материалами, оснасткой, внутризаводской транспорт, складирование готовой продукции.
Прежде чем приступить к выполнению задания необходимо по учебнику, лекциям уяснить, что такое производственный процесс, основные принципы его организации, что понимается под производственным циклом, как определяются его длительность и структура.
Задание 1
Постройте графики движения партии деталей и рассчитайте длительность технологического цикла при различных видах движений, если известно, что партия деталей состоит из n= 5 штук, технологический процесс обработки включает m=5 операций: t1=4; t2=6; t3=10; t4=3; t5=5. Размер транспортной партии p=1 шт. Каждая операция выполняется на одном станке.
Методические указания к выполнению задания:
1 Длительность технологического цикла обработки партии деталей при последовательном движении предметов труда рассчитывается по формуле
m
Tцпосл = n∑(ti /Ci), i=1
где n − число деталей в партии, шт.;
ti− норма штучного времени на i-й операции, мин; Ci − число рабочих мест на i-й операции;
m − число операций в технологическом процессе.
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Tцпосл = 5(4+6+10+3+5) = 140 мин = |
2,33 ч. |
|
|
|
|||||||||||||
Расчет показан на рис.1. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
i |
ti, |
Ci |
|
|
|
|
Длительность технологического цикла, мин |
|
|
||||||||||||
|
|
мин |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
110 |
120 |
130 |
140 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
l |
l |
|
l |
l |
l |
l |
l |
l |
l |
l |
l l |
l |
l |
|
|
|
||
|
1 |
4 |
1 |
|
|
|
4*5=20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
2 |
6 |
1 |
|
|
|
|
|
|
|
|
6*5=30 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
3 |
10 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10*5=50 |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
3 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3*5=15 |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
5 |
5 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
Tцпосл = 140 мин |
|
5*5=25 |
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
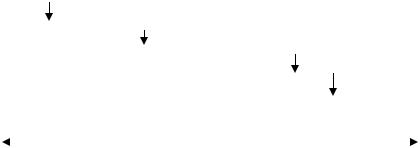
Рис.1 График длительности технологического цикла при последовательном движении партии деталей
2 Длительность технологического цикла обработки партии деталей при параллельно-последовательном движении предметов труда определяется по формуле:
m m
Tцпп =n∑(ti /Ci)−(n− p)∑(tki /Ci), i=1 i=1
где p – размер транспортной партии,шт;
tki − наименьшая норма времени между i-й парой смежных операций с учетом количества единиц оборудования, мин.
Tцпп = 5(4+6+10+3+5)–(5–1)(4+3+3+5) = 80 мин = 1,33 ч. Расчет показан на рис.2.
3 Длительность технологического цикла обработки партии деталей при параллельном движении предметов труда определяется по формуле:
m
Tцпар = (n − p)timax /Ci + p∑(ti / Ci), i=1
где timax − норма времени максимальной по продолжительности i-й операции с учетом числа рабочих мест, мин;
Tцпосл = (5 - 1)*10+1*(4+6+10+3+5) = 68 мин = 1,13 ч. Расчет показан на рис.3.
6
i |
ti, |
Ci |
|
|
|
|
Длительность технологического цикла, мин |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
мин |
|
|
10 |
20 |
30 |
40 |
|
50 |
|
60 |
|
70 |
80 |
90 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
l |
|
|
|
l |
l |
l |
|
l |
l |
l |
l |
|
l |
|
|||
1 |
4 |
1 |
|
4 |
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
|
6 |
|
|
|
|
|
|
|
|
|
|
|||||
2 |
6 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
10 |
|
|
|
|
|
10 |
|
|
|
|
|
||||
3 |
10 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
3 |
|
3 |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
4 |
3 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
5 |
5 |
1 |
|
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
|
|||||
|
|
|
|
|
|
|
|
Tцпg = 80 мин |
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис.2 График длительности технологического цикла при параллельнопоследовательном движении партии деталей
i |
ti, |
Ci |
|
|
|
|
|
Длительность технологического цикла, мин |
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
мин |
|
|
10 |
20 |
|
30 |
40 |
|
50 |
|
|
60 |
|
70 |
80 |
90 |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
l |
|
l |
|
l |
l |
l |
l |
l |
|
|
l |
|
l |
|
|
|||||||||||
1 |
4 |
1 |
4 |
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
|
|||
2 |
6 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
||||
3 |
10 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
4 |
3 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
5 |
5 |
1 |
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
|
|
||||
|
|
|
|
Tцпар = 68 мин |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
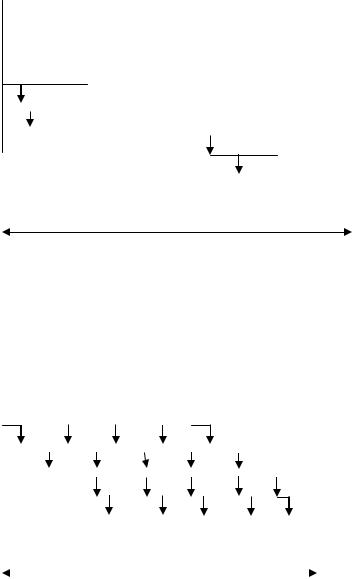
Рис.3 График длительности технологического цикла при параллельном движении партии деталей
2 Общие сведения
Единичное производство характеризуется изготовлением продукции единицами или мелкими партиями и большой номенклатурой изделий. Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями Серийному производству характерна меньшая трудоемкость и себестоимость изготавливаемых изделий. Массовое производство характеризуется большим объемом выпуска изделий, непрерывно производимых или ремонтируемых
7
продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция.
Задание 2
Определите тип производства по описанным ниже элементам. Предприятие N1 имеет небольшую номенклатуру выпускаемой продукции; за
каждым рабочим местом закрепляется определенная деталеоперация; применяются специально сконструированные станки, инструменты, приспособления; значителен удельный вес механизированных процессов; трудоемкость операции на единицу продукции составляет 8–12 мин.
На предприятии N2 большое разнообразие изготавляемой продукции; заказы повторяются редко; унификация некоторых элементов конструкций позволяет изготовлять ряд деталей относительно большими партиями; в механические цехи заготовки поступают с большими припусками на обработку; рабочие самостоятельно выполняют работу непосредственно по чертежам; применяется последовательный вид движения деталей; участки организуются по технологическому признаку.
Предприятие N3 выпускает большую номенклатуру продукции в значительных количествах; рабочие места специализированы на выполнении нескольких постоянно закрепленных за ними операций; наряду с универсальным применяются специальное оборудование, инструменты и приспособления; используется труд рабочих средней квалификации; участки создаются по предметному признаку.
С цель закрепления освоенного материала необходимо выполнить расчетную часть, исходные данные, для выполнения которой содержатся в приложении №1 . В качестве примера предлагается рассмотреть методику выполнения следующего задания.
На однопредметной прерывно-поточной (прямоточной) линии (ОППЛ) обрабатывается кронштейн. Технологический процесс состоит из четырех операций: токарной, сверлильной, фрезерной и шлифовальной. Длительность операций соответственно составляет, мин: t1=2,5, t2=1,3, t3=2,4, t4=1,6. Месячная программа – 13 000 шт. В месяце 21 рабочий день. Режим работы
8
линии - двухсменный. Продолжительность рабочей смены – 8 часов. Период оборота линии – 0,5 смены. Брак на операции отсутствует.
Опредилите такт линии, число рабочих мест и их загрузку, число рабочихоператоров. Составьте график регламентации рабочих мест и рабочихоператоров на линии (постройте стандарт-план работы ОППЛ). Рассчитайте величину межоперационных оборотных заделов и постойте график их движения. Определите величину среднего оборотного задела на линии, величину незавершенного производства и длительность производственного цикла обработки партии деталей.
Методические указания к выполнению задания:
1 Программа выпуска за период оборота линии, равный 0,5 смены, составит Nв = 13000/(21*2*2) = 155 шт.
2 Такт ОППЛ определим по формуле
rпр = Fэ/Nв = (8*0,5*60)/150 = 1,5 мин/шт.
3 Число рабочих мест рассчитаем по формуле, подставив в нее соответствующие данные о первой операции
Cp1 = t1/rпр = 2,5/1,5 = 1,7 или 2 рабочих места;
Cp2 = t2/rпр = 1,3/1,5 = 0,9 или 1 рабочих места;
Cp3 = t3/rпр = 2,4/1,5 = 1,6 или 2 рабочих места;
Cp4 = t4/rпр = 1,6/1,5 = 1,1 или 1 рабочих места.
Результат заносим в стандарт-план работы ОППЛ (рис .4.).
4 Коэффициент загрузки рабочих мест определим по формуле, подставив в нее соответствующие данные
Kзi = Cpi/Cпpi,, |
тогда |
Kз1 = 2/2 = 1; |
|
Kз2 = 1/2 = 0,5; |
|
Kз3 = 2/2 = 1; |
|
Kз4 = 1/2 = 0,5. |
|
5 Составляем стандарт-план. Стандарт-план строится в форме таблицы, в которую заносят все операции технологического процесса и нормы времени их выполнения. Затем проставляют такт потока и число рабочих мест по
9
каждой операции (расчетное и принятое) и в целом по линии; строят график работы оборудования на каждой операции в соответствии с его загрузкой; рассчитывают необходимое число рабочих-операторов на каждой операции и строят график-регламент их труда на линии путем подбора работ (как это показано на втором, третьем, пятом и шестом рабочих местах); определяют окончательную численность рабочих-операторов, работающих на линии; присваивают рабочим номера или буквенные индексы и устанавливают порядок обслуживания рабочих мест.
6 Рассчитаем списочную численность рабочих-операторов для работы в две смены
Чсп = 4*2*1,1 = 9 чел.
7 Расчет межоперационных оборотных заделов производим по стандарт-плану ОППЛ между каждой парой смежных операций по формуле
Zоб = (TjCi)/ti – (TjCi+1)/ti+1,
где Tj − продолжительность j-го частного периода между смежными операциями при неизменном числе оборудования, мин;
Ci,Ci+1 − число единиц оборудования, работающих в течение часного периода Tj соответственно на i-й и (i+1)-й операциях;
ti,ti+1 − нормы штучного времени соответственно на i-й и (i+1)-й операциях технологического процесса, мин.
Этот расчет рекомендуется вести в табличной форме (табл.1). После расчета величины межоперационных оборотных заделов строим графики изменения заделов (эпюры движения заделов) по каждой паре смежных операций за период оборота линии.
8 Расчет площадей эпюр оборотных заделов выполним по рис.5, а результаты вписываем в табл.1. Исходя из площадей эпюр оборотных заделов определяем среднюю величину межоперационных оборотных заделов между каждой парой смежных операций и в целом по линии.
9 Среднюю величину межоперационного оборотного задела в целом по линии определим по формуле
m
Zср = ∑S /T
об i об i =1
Zсроб = 13343/240 = 56 шт.