

Лекция №7 Моделирование кузнечно-штамповочных машин
Теоретические вопросы:
7.1. Подготовка исходных данных для моделирования
7.2. Описание пневматического молота и задания на его анализ
7.3. Описание пресса для пластмасс и задания на его анализ
7.1. Подготовка исходных данных для моделирования
Высокая вероятность воспроизведения процессов может иметь место лишь при адекватности модели объекту, т.е. при отображении моделью существенных его свойств. Такое отображение является главным требованием к моделям. Другие требования, предъявляемые к моделям, - простота синтеза и невысокие затраты при их реализации.
Наиболее полно указанным требованиям удовлетворяют математические модели (ММ), представляющие собой совокупность математических объектов, связанных отношениями и действиями над ними.
Для обеспечения простоты и оперативности синтеза ММ при высокой сложности объектов моделирования их разбивают на типовые элементы и для каждого элемента создают его ММ. В этом случае ММ объекта синтезируется (собирается) из ММ элементов. Если ММ адекватно отражает свойства самого элемента, а связи между ММ элементов соответствуют связям между элементами в объекте, то полученная ММ объекта будет адекватно отражать свойства самого объекта.
С целью сокращения ошибок при подготовке исходных данных целесообразно представить объект моделирования в соответствии с его физической природой в виде кинематической, пневматической, электрической, гидравлической схем или их совокупности.
Затем объект расчленяют на элементы, учитывая при этом наличие соответствующих моделей в библиотеке моделей элементов.
Если имеется несколько моделей, которые могут быть привлечены для моделирования какого-либо элемента, то использование той или иной модели зависит от необходимой полноты воспроизведения свойств объекта. На рис. 3 показана схема пресса, расчлененная на элементы.
При расчленении объекта выявляют число и характер связей между элементами. Число и характер связей для механических объектов определяется числом и видом независимых координат, по которым взаимодействуют элементы в месте расчленения.
В частности, при рассмотрении шарнирного соединения кривошипа с шатуном, должно быть установлено, что кривошип и шарнир взаимодействуют по горизонтальной, вертикальной и угловой координатам. Выявленные связи должны согласовываться с числом и характером полюсов моделей. Их целесообразно показать на схеме расчлененного на элементы объекта.
Далее структуру объекта представляют в виде так называемой топологии, т.е. схемы, содержащей условные обозначения и их связей. Связи между элементами представляют в виде узлов, образованных соединением полюсов моделей. Узлы нумеруют последовательными числами натурального ряда в произвольном порядке.

Рис. 3. Схема главного исполнительного механизма пресса, расчлененная на элементы
При этом выделяют узел “заземления”, который представляет собой систему отсчета и, как правило, должен иметь самый большой номер. В рассматриваемом случае в качестве системы отсчета принята станина пресса.
На рис. C2…C18: (С5, C6, C7, C8, C9, C10, C11, C12, C14, C15, C17, C18) – поступательно движущиеся и (C2, C3, C4, C7, C10, C13, C18) – маховые массы соответствующих частей подвижных элементов. Например, C2 представляет собой совокупный момент инерции ротора двигателя и смонтированного на его валу ведущего шкива ременной передачи; C16 – совокупную массу части шатуна, отнесенную к его ползунной головке, с присоединенной к нему частью шарнира. Элемент C17 соответствует массе ползуна при его движении по горизонтальной координате X, C18 – по вертикальной координате Y. К каждому узлу топологии объекта механической природы или механической части объекта смешанной физической природы должна обязательно присоединяться моделью массы C.
При моделировании объекта в инерциальной системе отсчета, как это имеет место для рассматриваемого пресса, один из полюсов каждой модели масс должен быть “заземлен”. Каждый элемент объекта механической природы может рассматриваться в локальной системе координат. Однако положительные направления ее осей должны совпадать с положительными направлениями одноименных осей системы координат объекта моделирования, принимаемой в качестве глобальной системы координат.
Исходные данные. Данные задания на анализ включают: общее время моделируемого процесса, выделенные части времени моделируемого процесса (при наличии таковых), максимальный и минимальный шаг интегрирования, точность интегрирования. В результате выполнения анализа будут получены массивы значений, так называемых фазовых переменных с заданным шагом по времени.
Фазовые переменные могут быть переменными типа потока и переменными типа потенциала. Фазовыми переменными типа потенциала являются переменные, для которых справедлив первый закон Кирхгофа, типа потока – переменные, для которых справедлив второй закон Кирхгофа.
В механических системах фазовыми переменными типа потока являются основные факторы: сила, момент сил.
При этом силовые факторы, действующие по каким-либо координатам того или иного элемента, представлены токами, текущими из узлов в полюса соответствующих моделей при их положительных значениях, и из полюсов в узлы при их отрицательных значениях.
Фазовыми переменными типа потенциала являются линейные и угловые скорости, которые представлены потенциалами соответствующих узлов относительно “земли”.
В гидравлических и пневматических системах фазовой переменной типа потока является объемный расход, фазовой переменной типа потенциала – давление среды, в тепловых системах фазовой переменной типа потока – тепловой поток, фазовой переменной типа потенциала – температура. Данные по выводу результатов моделирования включают: формат вывода (график, таблицу, график и таблицу), список фазовых переменных, подлежащих выводу, масштабы построения графиков, шаг вывода.
7.2. Описание пневматического молота и задания на его анализ
Пневмомеханическая схема молота показана на рис. 4.
Молот имеет привод, содержащий асинхронный двигатель 1, ременную 2 и зубчатую 3 передачи, кривошип 4 и шатун 5. Деформирование поковки 18 осуществляется бойком 17, закрепленным на бабе 16, на бойке 19, закрепленном на шаботе 20. Баба 16 одновременно является поршнем рабочего цилиндра 15. Рабочий цилиндр имеет верхнюю 13 и нижнюю (штоковую) 14 полости, соединенные через краны 12 и 21, с верхней 11 и нижней 8 полостями компрессорного цилиндра 6.
Поршень 19 компрессорного цилиндра приводится в движение от шатуна 5. Верхняя полость компрессорного цилиндра через каналы 7 и 9 сообщается с атмосферой при верхнем и нижнем положениях поршня 10, а нижняя полость 8 – при верхнем положении поршня 10. Часть пространства верхней полости 13 рабочего цилиндра 15, расположенная выше выхода в эту полость канала от крана 12, образует буфер, исключающий удары поршня 16 о крышку цилиндра за счет отсечки и сжатия воздуха в буфере. Описание молота, как правило, составляется для режимов холостого хода и последовательных ударов. При холостом ходе полости компрессорного цилиндров соединены с атмосферой (органы управления, обеспечивающие режим).
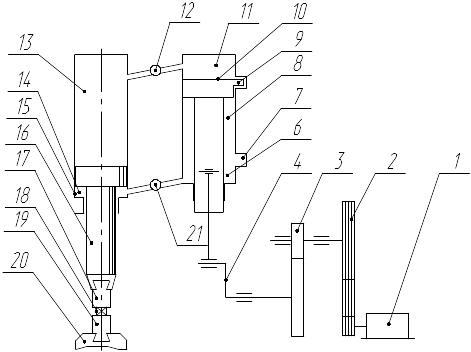
Рис. 4. Конструктивная схема двухцилиндрового пневматического молота
При последовательных ударах поршень 10 компрессорного цилиндра за счет возвратно-поступательного движения периодически сжимает воздух в верхней 11 и нижней 8 полостях, который, перетекая по каналам через краны 12 и 21, приводит в движение бабу 16. В конце каждого хода вниз, совершаемого за счет повышенного давления в верхней полости 13 рабочего цилиндра 15 и собственной силы тяжести, баба наносит удары по поковке 18. Объект представляется в двух фрагментах: PRIV и ISCH. В фрагменте PRIV двигатель, зубчатая передачи представлены соответственно моделями М1, М2 и М3. Опора кривошипа – моделью шарнира М4, кривошип – моделью М5, кривошипная головка шатуна - моделью шарнира М6, шатун – моделью М7, поршневая головка шатуна – моделью шарнира М8. В фрагменте ISCH моделями М1 и М2 представлены компрессорный и рабочий цилиндры соответственно; моделью М3 – заготовка, деформирование которой повторяется от цикла к циклу. Масса бабы представлена моделью CV16, масса шабота – моделью C17, упругость фундамента – моделью L17. Сопротивление кранов 12 и 21 – моделями пневматических дросселей М5 и М9 соответственно.
7.3. Описание пресса для пластмасс и задания на его анализ
Рассмотрим усеченную гидравлическую схему пресса для термореактивных пластмасс П474А, содержащей элементы, необходимы для выполнения цикла выталкивания и подпрессовок в полуавтоматическом режиме работы. К этим элементам относятся: главный цилиндр 3 с поршнем 2, ползун 1, привод пресса, содержащий асинхронный электродвигатель 11, насосы низкого 10 и высокого 12 давлений, распределительная гидроаппаратура, включающая разгрузочный клапан 9, золотник переключения 6, золотник реверса 5, и электрическая система управления, обеспечивающая выполнение технологического цикла. Переключения в системе управления в цикле прессования осуществляется верхним 7, нижним 8 конечными выключателями и реле времени 4, контролирующими перемещение ползуна и давление масла в верхней полости главного цилиндра 3 соответственно. Работа пресса в полуавтоматическом режиме осуществляется следующим образом. При нажатии кнопки “Начало цикла” включается золотник 6, в результате чего масло от насосов 10 и 12 подается в верхнюю полость цилиндра 3 и ползун начинает перемещаться вниз. Масло из нижней полости цилиндра 3 вытесняется и подается дополнительным расходом в его верхнюю полость. Когда ползун достигнет положения, при котором срабатывает конечный выключатель 8, разгрузочный клапан 9 переключается и подаваемое насосом низкого давления 10 масло идет на слив.
При этом подача масла в верхнюю полость цилиндра 3 уменьшается и ползун продолжает движение с замедленной скоростью. С началом деформирования начинается рост давления и происходит переключение золотника 5, соединяющего верхнюю полость цилиндра 3 со сливом. Масло от насоса высокого давления 12 привода пресса подается в нижнюю полость цилиндра 3, и ползун начинает движение вверх. При достижении ползуном положения, соответствующего срабатыванию конечного выключателя 8, разгрузочный клапан 9 возвращается в исходное состояние, насос низкого давления 10 начинает подавать масло в нижнюю полость цилиндра 3, в результате чего скорость подъема ползуна увеличивается.. В конце хода ползуна вверх срабатывает конечный выключатель 7 и золотник 6 выключается. При этом масло, подаваемое насосом 10 и 12, уходит на слив, его подача в цилиндр 5 прекращается, ползун 1 останавливается и цикл прессования заканчивается.
Двигатель, насосы низкого и высокого давления представлены моделями М1, М2 и М3 соответственно, главный цилиндр – моделью М7. Срабатывание разгрузочного клапана воспроизводится моделью М4 от управляющего сигнала модели нижнего конечного выключателя М23, золотника переключения – моделью М5. Управляющий сигнал для модели М5 подается с моделью М21 триггера, который переводится во второе устойчивое состояние при подаче на его первый вход сигнала от модели М20 кнопки “Начало цикла”. Переключение золотника реверса воспроизводится моделью М6 от сигнала модели триггера М25, который переводится во второе устойчивое состояние сигналом от модели М24 реле давления. Модели триггеров воспроизводят работу элементов памяти и остаются в переключенных состояниях до подачи на второй вход каждого из них сигнала сброса. Сигнал сброса для моделей обоих триггеров формируется моделью М22, воспроизводящей работу верхнего конечного выключателя при достижении ползуном пресса своего верхнего положения.
Для описания свойств гидравлической системы используются следующие модели:
1) гидравлические цилиндры (цилиндр амортизатора и винтовой цилиндр);
2) трубопроводы соединения клапанов с цилиндрами;
3) гидравлические клапаны;
4) объемы жидкости на входах в цилиндры;
5) местные сопротивления входов в цилиндры;
6) наполнительный бак аккумулятора.
Вопросы для самоподготовки:
Что входит в исходные данные для моделирования?
Приведите описание пневматического молота и структуры его математической модели?
Укажите отличительные особенности описания пресса для пластмасс и задания на его анализ?