

книги / Основы проектирования сборочно-сварочных приспособлений
..pdf
|
8 |
D |
|
D |
|
|
|
5 |
|
|
|
||
|
|
|
|
8 |
|
|
3 |
|
|
1 |
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
d1 |
|
|
|
4 |
6 |
2 |
|
|
7 |
2 |
7 |
5 |
4 |
3 |
||
|
|
d |
|
d |
|
|
|
|
а |
|
б |
|
|
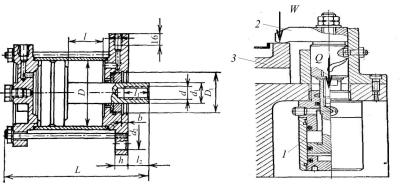
Рис. 8.4. Мембранные пневмоцилиндры: а – одностороннего; б – двустороннего действия
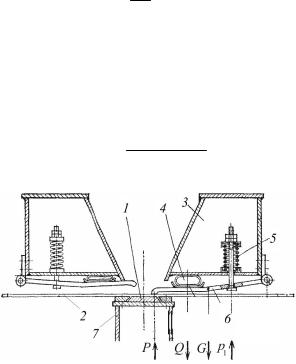
Рис. 8.5. Зажимное устройство с диафрагменными камерами
Существенным недостатком мембранных пневмоцилиндров является зависимость силы Q на штоке от пути его перемещения из исходного положения, а также малый ход штока, обычно составляющий 30–40 мм.
Оптимальная длина хода штока пневмоцилиндра одностороннего действия с тарельчатой резинотканевой мембраной равна (0,25...0,35)D с плоской резинотканевой мембраной
111
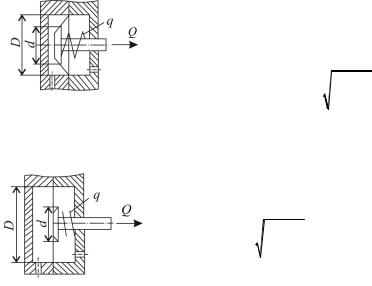
(0,18...0,22)D. В связи с этим усилие Q на штоке мембранных пневмоцилиндров определяют с учетом положения штока и расчет проводят по формулам представленным в табл. 8.3.
На рис. 8.5 показан пример использования диафрагменных камер в зажимном устройстве стенда для сварки листовых полотнищ, где 1 – свариваемые листы; 2 – верхняя несущая балка; 3 – диафрагменная пневмокамера; 4 – прижимной рычаг-кла- виш; 5 – медная подкладка; 6 – нижняя опорная балка.
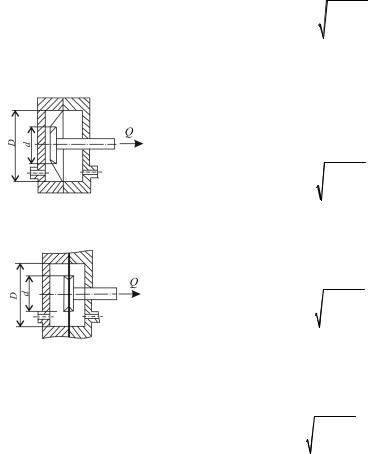
Таблица 8.3
Формулы для определения усилия Q, развиваемого пневмокамерами
Эскиз пневмокамеры |
Расчетные формулы |
|
|
|||
Пневмокамеры |
одностороннего действия |
|
|
|
||
Тарельчатые диафрагмы |
Для тарельчатых резинотканевых диа- |
|||||
|
фрагм: |
|
|
|
|
|
|
в исходном положении штока |
|
|
|
||
|
Q = 0,2p(D +d )2 −q, |
|
|
|||
|
в положении после перемещения штока |
|||||
|
на расстояние 0,3D |
|
|
|
|
|
|
Q = 0,147p(D +d)2 −q; D = 4 |
|
Q +q |
−d |
||
|
|
|
||||
|
|
|
|
0,75πp |
||
|
Для плоских резинотканевых диафрагм: |
|||||
|
в исходном положении штока |
|
|
|
||
Плоские диафрагмы |
Q = 0,2p(D +d )2 −q, |
|
|
|||
|
в положении после перемещения штока |
|||||
|
на расстояние 0,07D |
|
|
|
||
|
Q = 0,147 p(D +d)2 −q, |
|||||
|
D = 4 |
Q +q |
−d. |
|
|
|
|
|
|
|
|
||
|
|
0,75πp |
|
|
|
|
|
Для плоских резиновых диафрагм |
|||||
|
в исходном положении штока |
|
|
|
||
|
Q = 0,785pd2 −q, |
|
|
|
||
|
|
|
|
|
|
|
112 |
|
|
|
|
|
|
|
Окончание табл. 8 . 3 |
|||||||||
|
|
|
|
|
|
|
|
|||
Эскиз пневмокамеры |
Расчетные формулы |
|
||||||||
|
в положении после перемещения штока |
|||||||||
|
на расстояние 0,22D |
|
|
|
|
|
|
|
|
|
|
Q = 0,71πpd2 −q, d = 2 |
|
|
|
Q +q |
|
||||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
0,79πp |
|
|||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
Пневмокамеры |
двустороннего действия |
|
|
|
|
|
|
|
|
|
Тарельчатые диафрагмы |
Для тарельчатых резинотканевых диа- |
|||||||||
фрагм: |
|
|
|
|
|
|
|
|
|
|
|
в исходном положении штока |
|
|
|
|
|
||||
|
Q = 0,2p(D +d)2 , |
|
|
|
|
|
||||
|
в положении после перемещения штока |
|||||||||
|
на расстояние 0,3D |
|
|
|
|
|
|
|
|
|
|
Q = 0,147p(D +d)2 , D = 4 |
|
|
|
Q +q |
|
−d |
|||
|
|
|
0,75πp |
|||||||
|
|
|
|
|
|
|||||
|
|
|||||||||
|
Для плоских резинотканевых диафрагм: |
|||||||||
Плоские диафрагмы |
в исходном положении штока |
|
|
|
|
|
||||
|
Q = 0,2p(D +d)2 , |
|
|
|
|
|
||||
|
в положении после перемещения штока |
|||||||||
|
на расстояние 0,07D |
|
|
|
|
|
|
|
|
|
|
Q = 0,147 p(D +d)2 , D = 4 |
|
|
|
|
Q |
|
−d. |
||
|
|
|
0,75πp |
|||||||
|
|
|
|
|
||||||
|
Для плоских резиновых диафрагм: |
|||||||||
|
в исходном положении штока |
|
|
|
|
|
||||
|
Q = 0,785pd2 , |
|
|
|
|
|
|
|
|
|
|
в положении после перемещения штока |
|||||||||
|
на расстояние 0,22D |
|
|
|
|
|
|
|
|
|
|
Q = 0,72pd2 , d = 2 |
|
Q +q |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
0,79πp |
|
||||||||
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
Принятые обозначения: Q – усилие на штоке, развиваемое пневмокамерой, Н, D – диаметр пневмокамеры, мм; d – диаметр диска, мм; р – давление воздуха, МПа; q – сопротивление возвратной пружины, Н.
113
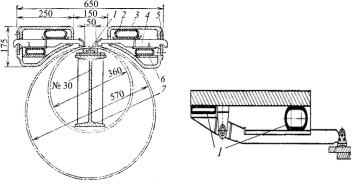
Пневмошланговые приводы также широко используются в качестве двигателей в различных устройствах оборудования и приспособлений (рис. 8.6). Они находят применение при большом количестве прижимов, расположенных на одной прямой и требующих одновременного включения. В качестве шлангов обычно используют прорезиненные пожарные рукава. Преимуществом таких прижимов являются простота устройства, отсутствие трущихся частей в силовом узле привода, значительное упрощение пневморазводки, так как подвод воздуха к каждому прижиму заменен подводом к одному шлангу.
Существенным недостатком, ограничивающим область их применения, является сравнительно малый рабочий ход и зависимость полезного усилия шланга от степени его сплющивания, т.е. от высоты внутренней полости шланга, а следовательно, и от рабочего хода шланга.
Шланги должны быть уложены в коробы и надежно защищены от грязи и сварочных брызг.
а б
Рис. 8.6. Пневмошланговые приводы в клавишных прижимах: а – общий вид устройства; б – элемент прижима
Силовое подъемное действие шланга, наполненного сжатым воздухом (рис. 8.7), аналогично действию любого пневматика.
При давлении воздуха р, кгс/см2, полезное усилие шланга на 1 пог. см его длины
114
Q = b р, |
(8.7) |
где b – ширина площадкидавления (площади смятия шланга), см.
аб
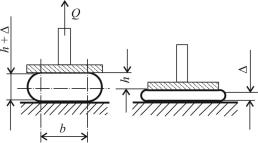
Рис. 8.7. Расчетная схема пневмошлангового привода: а – в рабочем состоянии; б – в нерабочем состоянии
Поскольку шланг армирован тканью, он не может принимать форму окружности, поэтому периметр шланга в деформированном состоянии (рис. 8.7, а) приближенно описывается равенством
π·dш = 2b + π(h + ∆),
откуда
b = π(dш −h −∆) / 2, |
(8.8) |
где h – рабочий ход шланга; ∆ – остаточный зазор внутри полости сплющенного шланга в его нерабочем состоянии (рис. 8.7, б), для зажимных устройств принимают ∆ = 3… 5 мм.
Зависимость усилия шланга-пневматика от высоты его внутренней полости h (кгс на 1 пог. см шланга) выражается формулой
Q =[πq(dш −h −∆)]/2. |
(8.9) |
При сплющивании шланга, т.е. при h→ 0 и ∆→ 0 усилие достигает максимума Q = (πp(dш ))/2, а при предельном раздутии шланга, т.е. при h = dш, Q = 0.
115
Необходимый внутренний диаметр шланга, при заданных величинах р, ∆ и h определяется совместным решением уравнений (8.7) и (8.8), в результате
dш = |
2Q |
+ h +∆. |
(8.10) |
πp |
По имеющимся сортаментам подбирают шланг ближайшего большего диаметра, обычно прорезиненный пожарный рукав.
Для пневмошлангового привода допускаемое давление сжатого воздуха можно найти в зависимости от выбранного диаметра шланга dш и заданных h, Q:
pдоп = |
2Q |
|
π(dш −h −∆). |
(8.11) |
аб
Рис. 8.8. Клавишное зажимное устройство с возвратными пружинами: а – исходное состояние; б – рабочее состояние
При конструировании пневмошлангового привода следует иметь в виду, что обычный шланг или пожарный рукав при переходе от своего рабочего состояния (под давлением) в нерабочее (без давления) не может сплющиться самопроизвольно под действием собственного веса, так как этот вес явно недостаточен для преодоления жесткости шланга и тем более для быстро-
116
го вытеснения воздуха из него. Поэтому в пневмошланговом приводе, как правило, предусматривается то или иное устройство для быстрого возврата шланга в исходное состояние. Наиболее распространены следующие типы возвратных устройств: добавочный груз, постоянно действующий на шланг; вспомогательный возвратный шланг-рукав; всасывающие эжекторы, образующие (на короткое время) вакуум в шланге; возвратные пружины (рис. 8.8).
Гидравлические зажимные устройства поршневого типа применяются для создания большего усилия зажатия по сравнению с пневматическими поршневыми приводами при одинаковых габаритных размерах цилиндров вследствие применения высокого давления рабочего тела – масла (60 кгс/см2 и выше).
Недостатком устройства является необходимость иметь трубопровод для слива выпускаемого из цилиндра масла, а также нагнетательный насос, электродвигатель которого полностью нагружен в течение работы зажимного устройства.
Гидроцилиндры могут быть одностороннего и двойного действия. В зажимных устройствах одностороннего действия обратный ход поршня осуществляется пружиной. Уплотнение поршней и штоков гидроцилиндров обычно достигается применением манжет или одного-двух колец круглого поперечного сечения из маслостойкой резины. В приспособлениях широко применяют нормализованные встраиваемые цилиндры двух- и одностороннего действия с внутренним диаметром цилиндров
D = 40, 50, 60, 75 и 100 мм.
На рис. 8.9 показаны гидроцилиндр двойного действия и эскиз зажимного устройства с цилиндром двойного действия.
Исходные данные для расчета гидравлических зажимных устройств: необходимая сила на штоке Q, ход поршня L, время зажатия детали t. Для определения усилия Q, развиваемого гидроцилиндрами, применяются те же формулы, что и для расчета усилия Q, развиваемого пневмоцилиндрами (8.1)–(8.3). При уплотнении поршня манжетами коэффициент полезного действия η = 0,9, а при уплотнении кольцами η = 0,97.
117
а |
б |
Рис. 8.9. Гидроцилиндр двойногодействияипример егоиспользования: а – гидроцилиндр; б – зажимное устройство: 1 – гидроцилиндр,
2 – прижим, 3 – деталь
8.2. Электромагнитные зажимные устройства
Электромагнитные зажимные устройства выполняют преимущественно в виде плит и планшайб для закрепления с плоской базой. Основные размеры и технические характеристики их регламентированы ГОСТ 30273–98. Принцип действия привода основан на том, что магнитный поток от электроили постоянного магнита замыкается через заготовку и создает силу, прижимающую заготовку.
Эти приспособления обладают рядом достоинств по сравнению с другими приспособлениями: равномерное распределение силы притяжения по всей опорной поверхности деталей вместо приложения сосредоточенных нагрузок; удобный и технически простой подвод энергии; большее рабочее пространство и широкий доступ к обрабатываемым поверхностям; высокая жесткость приспособления, обеспечивающая точную сборку; удобство управления; отсутствие сложных дополнительных устройств для обеспечения работы магнитных приспособлений.
118
Недостатки: небольшие усилия зажима; закрепление деталей только из магнитных материалов; возможность намагничивания деталей; возможность отказа для электромагнитного привода.
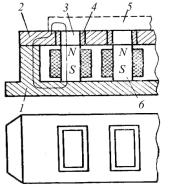
Рис. 8.10. Схема электромагнитной плиты
На рис. 8.10 показана схема плиты, в корпусе 1 которой заключены электромагниты 6. Заготовку 5 устанавливают на крышку 2. В крышке выполнены полюсы 3, окруженные изоляцией 4 из немагнитного материала (латунь, баббит, эпоксипласт). Толщина изоляции обычно не превышает 5 мм. Магнитный поток замыкается через заготовку, проходя через корпус и крышку плиты. Удерживающая сила возникает в местах контакта заготовки с полюсами и крышкой плиты. Она растет до определенного предела с увеличением толщины и площади поперечного сечения заготовки. С увеличением шероховатости базовой поверхности заготовки удерживающая сила снижается.
При конструировании электромагнитных плит (планшайб) исходными данными являются размеры и конфигурация заготовки в плане, ее толщина, материал заготовки и необходимая удерживающая сила Q. Для лучшего распределения силы закрепления заготовки полюса должны быть равномерно расположены под ее опорной поверхностью. У плит полюса обычно располагают параллельно, у планшайб – параллельно и радиально.
119
Важной характеристикой для удержания заготовки является отношение площади полюсов Fпол к площади опорной поверхности плиты Fпл, и обычно оно берется впределах m = Fпол/Fпл = 0,6…0,9.
Расчетную величину удерживающей силы Q1, кгс, получают по формуле
Q = (2 10−4 |
В |
пол |
)2 F |
+(2 10−4 В |
пл |
)2 F . |
(8.12) |
1 |
|
пол |
|
пл |
|
Или, учитывая, что величина магнитного потока, пересекающего опорную поверхность детали Ф = Впол·Fпол, Вб, Q1 можно определить как
Q = 4,06Ф2 / F |
или Q = 4,06В2 |
F , |
(8.13) |
|||
1 |
пол |
|
1 |
|
пол |
|
где Впол – магнитная |
индукция |
по сечению |
полюса; |
Впол = |
||
= (16…18)·103 Вб/м2 = (1,6…1,8)·104 Тл; Впл – магнитная индук-
ция по опорной поверхности плиты, Тл; Ф – величина магнитного потока, пересекающего опорную поверхность детали, Вб.
Bпл = (F пол/Fпл )Bпол. |
(8.14) |
Определение величины Q1 является проверочным расчетом. Для надежного удержания (закрепления) детали должно соблюдаться условие Q1 > Q. Некоторого увеличения силы Q1 можно добиться при приближении m = Fпол/Fпл к единице.
Магнитные зажимные устройства (плиты, планшайбы,
ГОСТ 16528–87) имеют постоянные магниты 1 (рис. 8.11, а), изолированные немагнитными прокладками 2 и скрепленные с проставками 3 немагнитными связями (обычно заклепками) в один общий блок. Удерживаемая заготовка 4 представляет собой якорь, через который замыкается магнитный силовой поток. Для открепления заготовки блок сдвигается при помощи эксцентрикового или кривошипного механизма 5 вдоль плиты. Магнитный силовой поток замыкается при этом через корпус и крышку плиты, минуя заготовку.
120