

m0935
.pdfВ.А. Каргин, А.Д. Абрамов
2
w2 w1 A12 . (15)
A2
В качестве основного исходного положения принимаем, что для одинаково нагруженных машин должна оставаться неизменной плотность тока J в обмотке двигателя, тогда коэффициент подобия плотности тока JС = 1.
J |
1 |
J |
2 |
|
AS A |
const, |
(16) |
|
|||||||
|
|
|
S |
|
|||
|
|
|
|
|
W |
|
|
где SW – суммарное сечение обмоточного провода.
Условие (16) позволяет найти действующее значение тока ЛЭМД:
I2 |
|
SW2 J2 |
const. |
(17) |
|
w2 |
|||||
|
|
|
|
По приведенным формулам определяется предварительное количество витков. Рассчитать активное rw и реактивное хw сопротивления катушки можно, если известна индуктивность. А рассчитать индуктивность можно только тогда, когда известны rw и хw. Очевидно, что для электромагнитных расчетов необходимо привлечение дополнительного условия, которое могло бы исключить неопределенность рассматриваемой задачи.
Одним из условий форсировки ЛЭМД является необходимость достижения максимально возможной величины тока катушки при заданном напряжении питающей сети. Поэтому в качестве критерия оптимизации обмоточных данных следует выбрать критерий ее минимального полного сопротивления
z |
r2 |
x2 |
min. |
(18) |
|||
W |
W |
|
W |
|
|
|
|
Активное сопротивление катушки |
|
|
lW |
|
|
||
r |
|
|
, |
(19) |
|||
|
|
||||||
W |
|
|
М S |
W |
|
||
|
|
|
|
|
|
||
где M – удельное сопротивление материала обмотки (меди); lW – длина сред-
него витка; SW – сечение обмоточного провода. Реактивное сопротивление катушки
xW L, |
(20) |
где 2 f – круговая частота тока.
Индуктивность L катушки прямоугольного сечения
L |
|
Оw2 |
d1 |
(k k ), |
(21) |
|
|
||||
4 |
|
d |
|
||
где k ,k – коэффициенты формы окна катушки, зависящие от ее наружного
диаметра.
После преобразования (19), (20) и (21) с учетом ЭДС, индуктированной в обмотке (напряжения на ее зажимах), имеем
91
Технология транспортного машиностроения и ремонт подвижного состава
х |
|
O |
w2 (k |
|
k |
|
) |
(d |
d |
|
)2 |
, |
(22) |
|||||||||
|
|
|
|
|
|
|
|
|
|
2 |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
W |
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
r |
|
|
|
|
w2 |
|
d d |
2 |
|
|
|
|
|
(23) |
||||||||
|
|
|
М |
|
|
|
|
1 |
|
|
|
|
|
|
|
|
||||||
|
W |
|
|
k3 |
|
|
|
d1 |
d2 |
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
или |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
x |
A(d |
1 |
d |
2 |
)2, |
|
|
|
|
|
|
(24) |
|||||||||
|
W |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
r |
B |
d1 |
d2 |
, |
|
|
|
|
|
|
|
|
(25) |
||||||||
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
W |
|
|
|
|
d1 |
d2 |
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
где А и В – константы, получаемые в результате преобразования (22), (23).
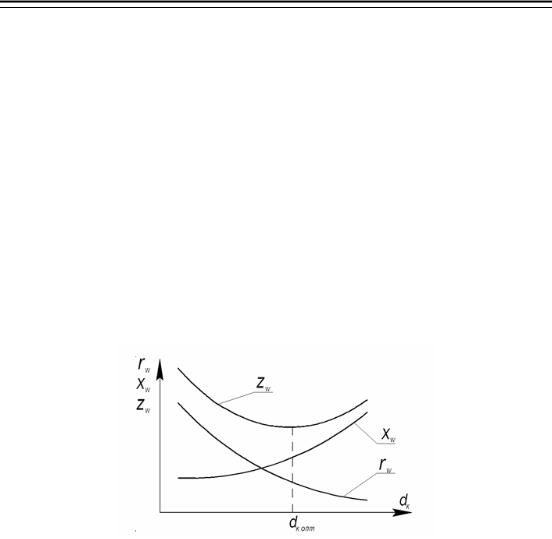
Из (24) и (25) видно, что с увеличением наружного диаметра катушки d1 приd2 const реактивное сопротивление растет, а активное уменьшается. Зада-
ваясь рядом значений d1, можно получить зависимости xW f (d1) и rW (d2 ),
приведенные на рис. 2, и найти оптимальную величину наружного диаметра катушки.
Рис. 2. Графики изменения сопротивлений катушки при d1 = var
Основные результаты расчета низкочастотного ЛЭМД приведены в таблице. В качестве оригинала выбран опрессователь контактных соединений ОЭМ-1, не имеющий по удельным показателям аналогов в отечественной и зарубежной практике [3–6].
Основные параметры оригинала и модели |
|
||
Параметр ЛЭМД |
Коэф. подобия |
Оригинал |
Модель |
Энергия удара Т, Дж |
ТС lC3 |
40 |
55 |
|
|
|
|
Длина бойка lБ, мм |
lБС = lС |
60 |
74 |
Сечение провода SW, мм2 |
SWC =lC2 |
1,9 |
2,4 |
|
|
|
|
Масса бойка mБ, кг |
mБС =lC3 |
0,5 |
0,7 |
|
|
|
|
Диаметр бойка dБ (d2), мм |
dБС =lC2 |
30 |
37 |
|
|
|
|
Длина катушки А, мм |
АС = lС |
58 |
65 |
Диаметр катушки d1, мм |
D1опт |
66 |
73 |
92

В.А. Каргин, А.Д. Абрамов
С использованием рассмотренной методики разработаны низкочастотные машины ударного действия с линейными электромагнитными двигателями, предназначенные для выполнения ряда технологических операций, к основным из которых относятся:
–забивка костылей в железнодорожные шпалы [7];
–оконцевание сменных элементов щеточных узлов путевых машин [8];
–формообразование и упрочнение сварных рельсовых стыков [9];
–изготовление слоистых деталей и пробивка отверстий в тонколистовых материалах [10];
–виброударное пластическое упрочнение деталей машин [11].
Кроме того, разработана еще целая гамма технологий, подробно рассмотренных в [2], которые могут быть реализованы с использованием разработанного размерного ряда ручных низкочастотных электромагнитных машин ударного действия.
Библиографический список
1.Каргин В.А. Исследование и создание виброударных машин и технологий: Дис. … д-ра техн. наук. Новосибирск, 1986. 333 с.
2.Абрамов А.Д. Создание размерного ряда ручных редкоударных электромагнитных машин для транспортного строительства / Отв. ред. В.А. Каргин. Новосибирск: Изд-во СГУПСа, 2012. 153 с.
3.А. с. 706897 СССР, МКИ Н 01 R 43/04. Устройство для опрессовки контактов
/П.М. Алабужев, В.А. Каргин, М.Ш. Кирнарский, Л.В. Никитин. № 2048780/24–07; заявл. 23.07.74; опубл. 30.12.79, Бюл. № 48.
4.А. с. 1693673 СССР, МКИ Н 01 R 43/04. Устройство для соединения жил проводов и кабелей / В.А. Каргин, А.В. Спивак. № 4639249/07; заявл. 18.01.89, Бюл. № 43.
5.Пат. 56845 Российская Федерация. Устройство для соединения контактов / А.Д. Абрамов, В.А. Каргин, Т.К. Тюнюкова. Опубл. 27.09.2006, Бюл. № 27. 6 с.
6.Каргин В.А. Рациональный выбор основных параметров опрессователей // Вопросы исследования силовых импульсных систем. Новосибирск: НЭТИ, 1982. С. 89–92.
7.Абрамов А.Д. Совершенствование технологии и оборудования для забивки стержней: Дис. … канд. техн. наук. Новосибирск, 2000. 136 с.
8.Бублик К.Н. Разработка технологии и оборудования для изготовления сменных элементов щеточных узлов путевых машин: Автореф. дис. … канд. техн. наук. Новосибирск, 2006. 24 с.
9.Галай М.С. Совершенствование технологии и инструментального обеспечения формообразования и упрочнения бесстыкового рельсового пути: Автореф. дис. … канд. техн. наук. Новосибирск, 2011. 20 с.
10.Тюнюкова Т.К. Совершенствование технологического процесса изготовления слоистых деталей комбинированными методами обработки: Автореф. дис. … канд. техн. наук. Новосибирск, 2006. 24 с.
11.Морозова Н.А. Повышение износостойкости цилиндрических поверхностей деталей машин виброударным пластическим упрочнением: Автореф. дис. … канд. техн. наук. Новосибирск, 2005. 24 с.
93

Технология транспортного машиностроения и ремонт подвижного состава
УДК 621.96
В.А. Каргин, А.Д. Абрамов, Т.К. Тюнюкова
Моделирование процессов динамического деформирования твердых тел при ударном циклическом нагружении
Задача создания новых, эффективных технологий, требующих силового воздействия на обрабатываемое твердое тело, может быть решена при использовании машин ударного действия, обладающих максимально возможной энергией единичного удара. При этом масса и габариты самой машины должны быть минимальными, а ее конструкция должна обеспечивать высокую мобильность в условиях строительной площадки или линейного предприятия железнодорожного транспорта. Этим требованиям в наибольшей степени отвечают ручные электрические машины ударного действия.
Однако попытки применения существующих машин и инструмента зачастую оказываются безуспешными, так как развиваемая ими энергия единичного удара оказывается недостаточной для эффективного деформирования обрабатываемого материала в соответствии с требованиями проектируемых технологий. Поэтому расчет энергии единичного удара, необходимой и достаточной для разрабатываемой технологии, может решить вопрос о возможности ее реализации [1, 2].
Вместе с тем существующие методы расчета не позволяют определить оптимальные параметры удара, необходимые для деформирования твердых тел при ударном циклическом нагружении, что ограничивает область применения виброударных технологий.
С достаточной для практики точностью задачи динамического деформирования могут решаться с использованием моделей, отображающих поведение материалов при упругопластических деформациях. Наиболее сложным вопросом при этом является построение модели, соответствующей реальному деформационному процессу, зависящему от структуры материала, способа нагружения, скорости деформирования, количества циклов нагружения. Влияние этих факторов целесообразно рассмотреть на примере конкретных технологий, многообразие которых наиболее полно представлено в транспортном машиностроении и строительстве. К ним относятся: соединение и оконцевание медных, алюминиевых и стальных многопроволочных жил проводов опрессованием в трубчатых гильзах и наконечниках; запасовка в петлю стальных канатов и буксировочных тросов в алюминиевых втулках; выполнение бандажей на стальных тросах роторов снегоуборочных машин для железных дорог; ремонт гибких резиновых рукавов гидросистем; забивка костылей при изготовлении
94
В.А. Каргин, А.Д. Абрамов, Т.К. Тюнюкова
рельсошпальной решетки; изготовление многослойных композитных панелей; термопластическое упрочнение материалов и др. [3, 4].
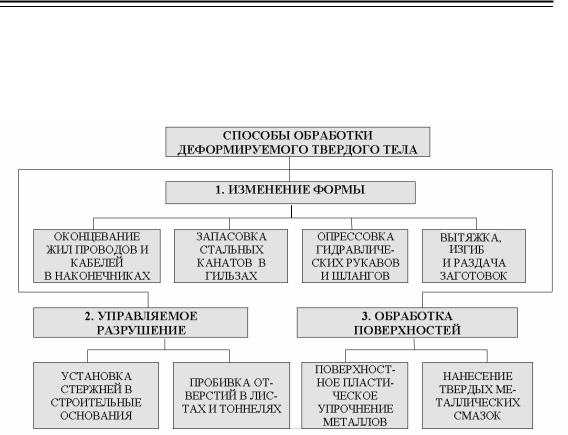
Рассмотрение технологии по способу воздействия на обрабатываемое твердое тело можно свести к трем основным видам, показанным на рис. 1: изменение формы, управляемое разрушение, обработка поверхностей.
Рис. 1. Способы воздействия удара на обрабатываемое твердое тело
Многоплановость рассматриваемых технологий, каждая из которых имеет свои характерные особенности, вызывает необходимость разработки методов расчета динамических режимов, которые могут быть использованы для решения широкого круга технологических задач.
Построение и анализ моделей, отображающих физико-механические свойства деформируемых твердых тел, наиболее существенно влияющих на характер рассматриваемых процессов (упругость, пластичность, упрочнение), как раз и открывают возможности для решения поставленной задачи.
Расчеты деформаций, выходящих за пределы упругости, основываются, как правило, на статических диаграммах растяжения-сжатия, что позволяет дать качественную оценку процесса формоизменения материала, определить относительную величину деформации и возникающие при этом напряжения. Но при решении ряда технических задач, связанных с деформированием материалов конкретной конструктивной формы и составных тел сложной структуры, зачастую не представляется возможным построение действительных диаграмм. В этом случае в расчетах могут быть использованы силовые нагрузочные F x характеристики, устанавливающие связь между приложенной нагрузкой и абсолютной величиной деформации.
95
Технология транспортного машиностроения и ремонт подвижного состава
При разработке виброударной технологии выполнения неразъемных контактных соединений была предложена физическая модель упрочняющегося упругопластического тела, которая может быть использована для решения широкого круга технологических задач [1, 2].
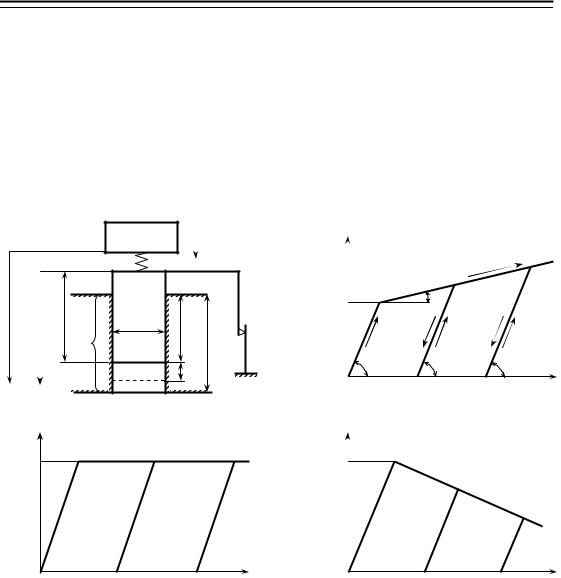
Обобщенная механическая модель упругопластического тела показана на рис. 2. Она представляет собой невесомую цилиндрическую оболочку диаметром d и высотой h, погружаемую в однородную изотропную среду высотой Н h под действием удара массы m, имеющей предударную скорость 0 .
а) |
|
|
|
б) |
|
|
|
|
|
|
|
0 |
F |
|
|
|
|
|
|
c1 |
|
|
|
|
D |
|
|
|
|
|
|
|
B |
||
|
|
|
|
|
A |
|
|
|
|
h |
|
|
FT |
|
|
|
|
|
d |
hk |
FT |
|
|
|
|
|
|
c2 |
|
|
|
|
|||
|
|
Н |
|
|
|
|
|
|
|
|
|
|
1 |
2 |
|
3 |
|
|
|
|
x2* |
|
|
|||
x1 |
x2 |
|
|
0 |
|
C |
Е |
x |
в) |
|
|
|
г) |
|
|
|
|
|
F |
|
|
F |
|
|
|
|
|
А |
В |
D |
FT |
|
А |
|
|
|
FT |
|
|
|
|
В |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
D |
0 |
С |
Е |
x |
0 |
С |
Е |
x |
Рис. 2. Модель – (а) и нагрузочные характеристики – (б, в, г) упругопластического тела
Упругие свойства деформируемого тела моделируются пружиной с жесткостью с1, установленной между оболочкой и движущейся массой. Сопротивление среды началу внедрения оболочки отображается демпфером сухого трения и характеризуется силой сопротивления FT, возникающей на ее торцевой части:
FT с2hk , |
(1) |
где c2 – условная жесткость среды в пластической зоне; hk – величина переме-
щения оболочки за k циклов динамического нагружения.
96

|
В.А. Каргин, А.Д. Абрамов, Т.К. Тюнюкова |
|
|
Соответствующие обобщенной модели нагрузочные F x характеристи- |
|
ки приведены на рис. 2, б, в, г. При начальных условиях 0 hk h деформиро- |
|
вание материала имеет упругопластический упрочняющийся характер (харак- |
|
теристика б), при Н hk h отсутствует упрочнение (в) и, наконец, при |
|
H hk |
h происходит разупрочнение (г) упругопластического тела. Как видно |
из рис. |
2, б, начальный участок нагрузочной статической характеристики 0А |
отображает поведение тела в зоне упругих деформаций, причем с1 tg и1 2 ... k .
За точкой перегиба А нагрузочной характеристики начинается пластическое течение деформируемого тела, а с2 tg . Единичный цикл нагружения отображается линиями 0А и АВ, а линия ВС соответствует разгрузке модели при остановке оболочки. Повторное нагружение происходит по линии СВ в упругой зоне и линии ВD в пластической зоне.
Рассмотрим произвольный (k+1)-й цикл нагружения, считая, что ему предшествовало k циклов. Тогда начало (k+1)-го цикла деформации в упругой
зоне будет описываться уравнением |
|
|
|
|
х1 |
0, |
(2) |
тх с1 |
которое будет справедливо до тех пор, пока выполняется условие
с1х1 с2hk FT. (3)
При t t* , где t* соответствует моменту начала пластической деформации, из формулы (3) можно найти величину деформации в упругой зоне
x1* c2hk FТ , c1
где х1 – величина деформации в упругой зоне.
При t t* оболочка начинает погружаться (очевидное условие погруже-
ния оболочки m 02 c1x1*2 ). И в этом случае для движения системы «масса – оболочка» в зоне пластической деформации можно записать систему уравнений:
|
|
с1 х1 х2 |
0; |
|
|
|
|
|||||
тх1 |
|
|
, |
(4) |
||||||||
с |
2 |
h |
x |
2 |
F |
c |
х |
х |
2 |
|||
|
|
k |
|
T |
1 |
1 |
|
|
|
|||
где второе уравнение является уравнением связи между силами сопротивления в упругой и пластической зонах. Из него следует, что
x2 |
c1x1 |
c2hk FT |
. |
(5) |
|
|
|
||||
|
|
|
c1 c2 |
|
|
Исключая х2 из первого уравнения (4), имеем |
|
||||
|
2 |
2 |
|
(6) |
|
x1 |
2x1 |
2hk B, |
|||
97
Технология транспортного машиностроения и ремонт подвижного состава
где
2 |
|
|
c1c2 |
|
|
В |
|
с1FT |
|
2 |
|
|
|
; |
|
. |
|||
c c |
m |
c c m |
|||||||
|
|
1 |
2 |
|
|
1 |
2 |
|
|
Решая (6) с учетом конечных условий, соответствующих остановке оболочки при 0 0, получаем уравнение, связывающее ее движение на k и (k+1)
циклах нагружения:
|
|
|
|
|
|
|
|
|
|
|
|
2 |
2 |
|
|
|||
|
|
FT |
|
|
c1 |
|
|
|
|
|
FT |
|
|
m 0 |
|
|
||
h |
|
|
|
h |
|
|
|
|
. |
(7) |
||||||||
|
|
|
|
|
|
|
|
|||||||||||
k 1 |
|
c2 |
|
c1 |
c2 |
|
|
k |
|
|
|
|
|
c2 |
|
|
||
|
|
|
|
|
|
|
c2 |
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Введем замену переменных: |
|
FT |
|
|
|
|
|
|
FT |
|
|
|
||||||
|
y |
|
h |
|
; |
y |
|
h |
|
. |
|
(8) |
||||||
|
|
|
|
|
||||||||||||||
|
|
c2 |
|
|
|
|
||||||||||||
|
|
k 1 |
k 1 |
|
|
|
|
k |
|
k |
|
c2 |
|
|
||||
Такая замена допустима, так как выполняется равенство yk 1 yk hk 1 hk .
С учетом новых переменных приходим к уравнению в конечных разностях [3]
|
yk2 1 |
byk2 |
r, |
(9) |
|||
где |
с1 |
|
|
|
|
|
|
b |
; |
|
c m 2 |
||||
с1 с2 |
r c2 |
c1 c2 . |
|||||
|
|
|
|
|
1 |
0 |
|
Решение (9) позволяет определить величину деформации упругопластического упрочняющегося тела за произвольное число циклов динамического нагружения:
|
|
|
F |
2 |
|
c |
|
k |
|
m 2c |
|
|
c |
|
k |
|
F |
|
|
|
h |
|
|
T |
|
|
1 |
|
|
|
0 1 |
|
|
1 |
|
|
|
T |
. |
(10) |
|
|
|
|
|
|
|
|
||||||||||||||
k |
|
c |
|
c c |
|
|
|
c2 |
|
c c |
|
|
|
|
c |
|
|
|||
|
|
|
2 |
|
|
1 |
2 |
|
2 |
|
|
1 |
2 |
|
|
2 |
|
|
||
Для упругопластического неупрочняющегося тела уравнение (10) будет иметь вид:
|
|
|
|
|
|
|
|
|
m 2c 2F2 |
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
h |
|
0 |
1 |
|
T |
k, |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
k |
|
|
2FTc1 |
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
а при разупрочнении |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
F |
|
|
F |
2 |
|
c |
|
k |
|
m 2c |
|
|
c |
|
k |
|
|||
h |
|
T |
|
|
T |
|
|
|
1 |
|
|
|
|
0 1 |
|
|
1 |
|
|
. |
|
|
|
|
|
|
|
|
|
|
|||||||||||||
k |
|
c |
|
c |
|
c c |
|
|
|
c2 |
|
c c |
|
|
|
|
|||||
|
|
2 |
|
|
2 |
|
|
1 |
2 |
|
2 |
|
|
1 |
2 |
|
|
||||
(11)
(12)
Так как динамическое деформирование материала осуществляется за ряд повторяющихся ударов, то в некоторых случаях с достаточной для практики точностью может быть принято допущение о жесткопластическом характере
98
В.А. Каргин, А.Д. Абрамов, Т.К. Тюнюкова
деформационного процесса. Такое допущение соответствует исключению из модели упругого элемента с жесткостью с1. В этом случае величина осадки упрочняющегося жесткопластического тела
|
|
FT |
2 |
|
|
2 |
|
FT |
|
||
hk |
|
|
|
m 0 |
|
, |
|||||
|
|
|
|||||||||
c |
|
|
c |
2 |
k c |
2 |
|||||
|
|
|
2 |
|
|
|
|
|
|||
а неупрочняющегося
hk m 20k . 2FT
(13)
(14)
Более сложной представляется задача о динамическом деформировании составных тел сложной структуры, например, многослойных композитных панелей. Они могут содержать произвольное число слоев, каждый из которых может значительно отличаться по своим физико-механическим свойствам от остальных, а статическая нагрузочная F – x характеристика деформируемой панели будет существенно нелинейна [5, 6]. Задача усложняется еще и тем, что в рассматриваемом случае тело сложной структуры обрабатывается за несколько технологических переходов.
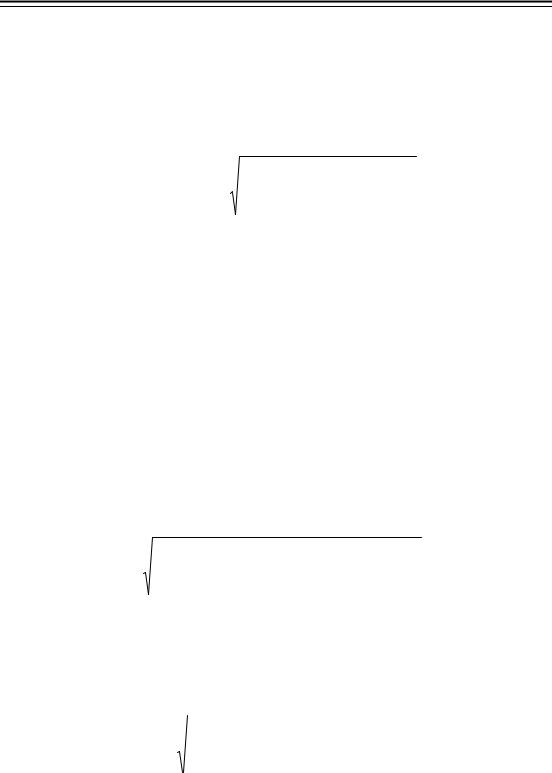
Торцевой кромкой инструмента, выполненного в виде ленточного сверла, осуществляется пробивка лидирующего отверстия, в которое ввертывается само сверло. Размерная обработка отверстия начинается при обратном ходе инструмента и осуществляется двумя боковыми кромками по схеме, приведенной на рис. 3. Величина скоса режущих кромок относительно невелика (φ = 3–5°) и необходима для более плотного прижатия кондуктора к обрабатываемой детали. Обратный ход и формирование отверстия осуществляется при F = const.
а) |
б) |
в) |
Рис. 3. Схема разборной обработки отверстия в пластине (а); форма технологически необходимого отверстия (б); вид стружки при окончательной обработке отверстия (в); 1 – инструмент; 2 – деталь; 3 – цилиндрический кондуктор с режущими кромками; 4 – вырезаемая стружка
Врассматриваемом случае задача о динамическом деформировании может быть решена с помощью составных моделей, что позволяет аппроксимировать нагрузочные характеристики кусочно-линейными функциями.
Вкачестве примера рассмотрим двухслойную композитную панель, состоящую из жесткопластических упрочняющегося и разупрочняющегося тел.
99
Технология транспортного машиностроения и ремонт подвижного состава
Для ее описания может служить модель, показанная на рис. 4, а. Она состоит из двух последовательно соединенных моделей и отображает деформационный процесс, протекающий в две стадии. Первая стадия характеризуется погружением в однородную среду невесомой оболочки 1, а на второй стадии, при х х1, начинается совместное погружение оболочек 1 и 2.
а) б)
|
m |
0 |
|
|
|
|
|
|
|
|
|
|
|
F |
|
|
|
|
|
FT |
|
L |
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
1 |
FT1 |
|
|
N |
c21 |
|
|
|
|
|
|
|
|
B |
|
|
х1 |
|
FT2 |
|
|
|
|
21 |
|
|
||
|
|
D |
|
||
|
c2 |
FT1 |
22 |
||
|
x |
A |
|
|
|
|
|
|
|
|
|
с22 |
2 |
FT2 |
|
C |
Е |
|
|
||||
|
|
0 |
|
|
x |
|
|
|
x1 |
|
x2 |
Рис. 4. Модель двухслойной композитной панели (а) и составная нагрузочная характеристика (б)
На рис. 4, б приведена составная нагрузочная характеристика OABLN, полученная суммированием по ординате F соответствующих характеристик первой (OAB) и второй (CDE) моделей. Для модели 1 жесткопластического упрочняющегося тела приняты следующие обозначения: FT1 – нагрузка, соответствующая началу пластической деформации; c21 tg 21 – условная жесткость тела в пластической зоне. Для модели 2 соответственно – FT2; c22 tg 22, а
для составной –FT и c2 tg 2 .
Процесс деформирования можно представить протекающим в следующем порядке: нагружение твердого тела на участке х1 в соответствии с характеристикой OAB; разгрузка до значения величины деформации х1 по линии ВС; нагружение на участке х2 по характеристике CLN; разгрузка по линии NE абсолютной величины осадки заготовки (х1 + х2).
Таким образом, припасовка решения на каждой из стадий деформационного процесса позволяет получить решение задачи в общем виде. При заданной
100