

книги / Методы расчета ресурса работы элементов машин
..pdfРешение:
Плотность распределения
f t |
|
1 |
|
e |
t tср 2 |
|
|
2 t2 . |
|||
t |
|
2 |
|||
|
|
|
|
Квантиль нормального распределения
X |
|
|
t tср |
|
1,5 104 4 104 |
2,5. |
|
p |
t |
104 |
|||||
|
|
|
|
По таблице квантилей нормального распределения [15] определяем, что P t 0,9938.
Пример 2 [15]
Несущая способность детали R и действующая нагрузка F распределены по нормальному закону. Определить плотность распре-
деления функции Z R F . Вычислить вероятность P Z 0 , на-
зываемую вероятностью неразрушения или вероятностью безотказной работы, если средние значения (математическое ожидание)
несущей |
способности |
и |
нагрузки |
соответственно |
R 3 103 Н |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ср |
и |
F 1,6 103 Н; средние квадратические отклонения R и F соответ- |
|||||||||||||
|
ср |
|
|
|
|
|
|
|
|
|
|
|
|
|
ственно R |
0,5 103 Н и F |
0,3 103 Н. |
|
|
||||||||||
|
Решение: |
|
|
|
|
|
|
|
|
|
|
|
||
|
Распределение разности Z описывается нормальным законом |
|||||||||||||
с параметрами |
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
Z |
ср |
R |
F 3 103 1,6 103 1,4 103 Н; |
|
|||||||
|
|
|
|
ср |
|
ср |
|
|
|
|
|
|
|
|
|
Z |
|
2R 2F |
|
0,5 103 2 0,3 103 2 0,583 103 Н. |
|||||||||
|
Плотность распределения разности Z |
|
||||||||||||
|
|
|
|
|
|
f z |
|
|
1 |
|
e |
z Zср 2 |
|
|
|
|
|
|
|
|
|
|
|
2 2Z . |
|
||||
|
|
|
|
|
|
Z |
2 |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
21 |
Функция распределения |
|
|
|
|
|
|
||||
|
|
F z z |
f z dz F0 Xp , |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
где Xp – квантиль нормального распределения, |
Xp |
z Zср |
(при |
|||||||
|
||||||||||
|
|
|
|
|
|
|
|
|
Z |
|
z 0 квантиль |
Xp |
|
Zср |
|
1,4 103 |
|
2,40 ); |
F0 Xp – табули- |
||
Z |
0,583 10 |
3 |
||||||||
|
|
|
|
|
|
|
|
|
||
рованная функция нормального распределения (при Xp 2,4
F0 2,4 0,0082 ).
Учитывая, что P Z z F z , получим
P Z 0 F0 2,4 0,0082.
Тогда вероятность безотказной работы
P Z 0 1 P Z 0 1 0,0082 0,9918.
Рассмотрим процесс износа многозвенного механизма. В качестве примера возьмем механизм подъема шпиндельного барабана токарного многошпиндельного автомата. При работе механизма подъема блока происходит износ следующих его деталей: кулачка, подшипника, подъемной колодки и фланца шпиндельного барабана. Износ деталей непосредственно сказывается на уменьшении подъема барабана.
По данным исследований [13], средняя скорость износа элементов (мм/год) в условиях интенсивной эксплуатации автоматов
втри смены на одном из заводов имела следующие значения:
–кулачок подъема барабана 1 0 (усталость);
–подшипник (суммарный износ) 2 0,06 ;
–подъемная колодка 3 1,25 ;
–фланец барабана 4 0,09 .
22
Рассмотрим пример расчета показателей надежности при коррозии [16].
При проектировании технологического оборудования, работающего в коррозионной среде, к расчетным значениям геометрических размеров элементов sp , полученным из технологических
и прочностных расчетов, добавляется прибавка c для компенсации коррозии за расчетный срок эксплуатации , которая рассчитывается исходя из заданной средней скорости коррозии : s sp c ,
c .
Таким образом, считается, что за время эксплуатации размеры элемента в результате коррозии уменьшатся до расчетных и прибавка обеспечит безотказную работу оборудования. Однако очевидно, что геометрические размеры конструкционных элементов при изготовлении обеспечиваются с определенными отклонениями (допусками). Кроме того, скорость коррозии (как и скорость других тер-
моактивационных физико-химических процессов) – случайная величина.
Если предположить, что определяющий параметр элемента (геометрический размер) U и скорость коррозии распределены по
нормальному закону |
|
с |
|
математическим |
ожиданием M a0 s |
|||||||||||||
и M ср |
и среднеквадратическими отклонениями |
a s |
||||||||||||||||
и , то при Uпр |
sp |
по формуле получим вероятность безотказной |
||||||||||||||||
работы элемента (вероятность неразрушения) в виде |
|
|
|
|||||||||||||||
|
U |
max |
a |
ср |
T |
|
|
s |
p |
s T |
|
|
||||||
P T 0,5 Ф |
|
|
|
0 |
|
|
0,5 Ф |
|
|
|
|
|
||||||
|
|
|
2 |
2T |
|
|
|
2 |
2T 2 |
|||||||||
|
|
|
|
2 |
|
|
|
|
|
|
||||||||
|
|
|
|
|
a |
|
|
|
|
|
|
|
s |
|
|
|
||
|
|
|
|
|
|
|
|
|
T c |
|
|
|
|
|
|
|
||
|
|
|
0,5 |
Ф |
|
|
. |
|
|
|
|
|
|
|||||
|
|
|
|
2 |
2T 2 |
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
s |
|
|
|
|
|
|
|
|
|
23

Тогда при T и, соответственно, |
T c получим |
P 0,5 Ф 0 0,5 , т.е. вероятность безотказной работы за рас-
четный срок эксплуатации составит 0,5, т.е. за это время 50 % элементов из-за коррозии окажутся неработоспособными.
Если изменение определяющего параметра U (T ) описывается линейной зависимостью с начальным неслучайным значением a0 и нормально распределенной скоростью с математическим ожиданием (средним значением) ср и среднеквадратическим отклонением , то в любой момент времени параметр U (T ) также распре-
деляется по нормальному закону со среднеквадратическим отклонением a T.
Если при этом скорость изменения параметра может принимать как положительные, так и отрицательные значения, а после допуска имеет двухсторонние границы (Umax;Umin), то вероятность того, что в момент времени T параметр находится в поле допуска,
U |
|
a |
|
|
a |
U |
min |
|
|
|||
|
max |
|
0 ср |
|
0 |
|
ср |
|||||
|
|
T |
|
|||||||||
P T P Umin U T Umax Ф |
|
T |
|
|
|
Ф |
|
|
|
|
. |
|
|
|
a |
|
|
|
a |
|
|||||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
||
После дифференцирования по T плотность распределения вероятности безотказной работы
|
dP T |
|
1 |
|
|
|
T 2 |
||
f T |
|
|
1 |
|
2 |
||||
|
|
|
|
|
1e 2T |
|
|||
dT |
2 |
|
2 |
|
|||||
|
|
|
T |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
где 1 |
a |
0 |
U |
min |
; 2 |
a |
0 |
U |
max |
; |
ср |
. |
|
|
a |
|
|
|
a |
|
|
||||
|
|
|
|
|
|
|
|
|
|
2 T 2
2e 2T 2 ,
Вероятностный подход позволяет оценить ресурс, обеспечивающий определенный уровень безотказности, в зависимости от значения вероятности, которым мы задаемся. Так, если задаться вероятностью безотказной работы ниже средней (например,
24

P(T ) 0,5 ), оказывается, что мы не полностью используем возможности изделия, а если принять большое значение P(T ) (например, P(T ) 0,9999 ), то появляется возможность преждевременного выхода изделия из строя.
1.8. Оценка долговечности металлорежущих станков
Дадим оценку показателей надежности металлорежущего станка, показателей безотказности и долговечности.
Для ориентировочной оценки длительности сохранения основных точностных характеристик станка необходимо определить номенклатуру точностных характеристик, по которым фиксируется наработка до параметрического отказа; принять значения средней скорости изменения и дисперсии для каждого параметра. При отсутствии данных о станках-аналогах принимают ориентировочные зна-
чения средней скорости изменения ср и дисперсии 2 для каждой из точностных характеристик станка (табл. 1) [2].
Таблица 1
Данные для ориентировочной оценки долговечности станков
№ |
Параметр точности станка |
Скорость |
п/п |
|
изменения |
|
|
параметра, |
|
|
мкм/тыс. ч |
|
|
|
ср |
2 |
|
|
|
|
|
1 |
Биение шпинделя: |
|
|
|
|
– на подшипниках качения |
2,29 |
0,192 |
|
|
– радиальное |
2,69 |
0,257 |
|
|
– торцевое |
3,15 |
0,313 |
|
2 |
Отклонение от параллельности базовых поверхностей |
|
|
|
|
рабочего органа направлению его перемещения по на- |
0,328 |
0,064 |
|
|
правляющим скольжения |
|
|
|
3 |
Отклонение от перпендикулярности перемещения рабо- |
|
|
|
|
чего органа оси вращения шпинделя (базовой поверх- |
0,568 |
0,175 |
|
|
ности стола) |
|
|
|
|
|
|
|
25 |
Окончание табл. 1
№ |
Параметр точности станка |
Скорость |
п/п |
|
изменения |
|
|
параметра, |
|
|
мкм/тыс.ч |
|
|
ср |
2 |
|
|
|
|
4 Точность: |
|
|
|
– фиксации рабочего органа при повторных поворотах |
1,212 |
0,302 |
|
– линейного позиционирования рабочего органа |
2,154 |
0,507 |
|
– перемещения под нагрузкой системы шпиндель– |
4,900 |
3,600 |
|
суппорт (стол) |
|
|
|
ср и 2 , полученные в результате обобщения данных ускорен-
ных испытаний, могут быть использованы для укрупненной оценки долговечности. Из табл. 1 видим, что для каждого из параметров точности станка значения изменчивости параметра (отношение среднеквадратичного отклонения к среднему значению) оказываются различными. Изменчивость точности перемещения под нагрузкой системы шпиндель–суппорт оказывается самой большой и составля-
ет 3,6 0,73 . Столь большая изменчивость этого параметра
ср 4,9
объясняется наличием в системе шпиндель–суппорт большого количества стыков и происходящими в них процессами.
1.9. Классы износостойкости
При расчетах надежности изделий необходимо оценить скорость процесса повреждения и в первую очередь скорость изнашивания основных сопряжений. К настоящему времени создана классификация материалов по скорости и интенсивности их изнашивания. В качестве основы классификации предложена такая градация скоростей изнашивания, в которой износ за фиксированную продолжительность работы пары, принятую T 100 ч, соизмерим с высотой неровностей этой поверхности (по характеристике Ra). Данная классификация приведена в табл. 2 [13].
26
|
|
|
|
|
Таблица 2 |
|
Классы износостойкости материалов |
||||
|
по скорости изнашивания |
|
|||
|
|
|
|
Примеры |
|
Класс |
Ra, мкм |
|
Rа |
||
износостойкости |
ГОСТ 2789–73 |
|
min |
, мкм/ч |
|
100 |
|
||||
0 |
<0,01 |
|
< 5 10 5 |
Калибры, |
|
|
|
|
|
гидрораспределители |
|
1 |
0,02–0,01 |
|
≤10 4 |
||
2 |
0,04–0,02 |
|
≤2 10 4 |
Зубчатые передачи |
|
3 |
0,08–0,04 |
|
≤4 10 4 |
|
|
4 |
0,16–0,08 |
|
≤8 10 4 |
Направляющие |
|
|
|
|
станков |
||
5 |
0,32–0,16 |
≤1, 6 10 3 |
|||
6 |
0,63–0,32 |
≤3, 2 10 3 |
Фрикционные муфты |
||
7 |
1,25–0,63 |
≤6, 4 10 3 |
|
||
|
|
|
Лемеха, авиатормоза |
||
8 |
2,5–1,25 |
≤1, 25 10 2 |
|||
9 |
>1,25 |
>1, 25 10 2 |
|
||
Будем считать, что принадлежность к данному классу износостойкости означает, что износ за 100 ч работы равен наименьшему значению Ra, мкм, характерному для обработанной поверхности. Износ на величину Ra означает полное исчезновение технологического и образование эксплуатационного микрорельефа.
С целью унификации количественных характеристик изнашивания, а также создания основ для регламентации требований к качеству триботехнических изделий по их износостойкости, в лаборатории теории трения ИМАШ (под руководством И.В. Крагельского) разработана шкала классов износостойкости по скорости ( ) и ин-
тенсивности ( Ih ) изнашивания (табл. 3) [12].
Ih hsи , где hи – толщина изношенного слоя; s – путь трения.
27
|
|
|
Таблица 3 |
|
|
Шкала классов износостойкости |
|
|
|
|
|
|
|
|
Класс |
Скорость изнашивания γ, мкм/с |
|
Ih |
|
3 |
100 10 1 |
10 4 10 3 |
||
4 |
10 1 100 |
10 5 10 4 |
||
5 |
10 2 10 1 |
10 6 10 5 |
||
6 |
10 3 10 2 |
10 7 10 6 |
||
7 |
10 4 10 3 |
10 8 10 7 |
||
8 |
10 5 10 4 |
10 9 10 8 |
||
9 |
10 6 |
10 5 |
10 10 10 9 |
|
10 |
10 7 |
10 6 |
10 11 |
10 10 |
11 |
10 8 |
10 7 |
10 12 |
10 11 |
12 |
10 9 |
10 8 |
10 13 |
10 12 |
1.10. Оценка скоростей изнашивания материалов направляющих скольжения
Рассмотрим пример применения метода физико-статистического моделирования для вероятностной оценки скоростей изнашивания материалов направляющих скольжения, которые являются одним из основных сопряжений станков, влияющих на их точность [14].
Оценка скоростей изнашивания проведена для материалов направляющих скольжения токарного станка модели 16К20Ф3 с учетом наиболее тяжелых условий его эксплуатации. Анализ априорной информации и предварительные эксперименты показали, что наибольшее влияние на скорость изнашивания материалов направляющих этих станков оказывают следующие входные параметры: количество частиц железа Q(Fe) , двуокиси кремния Q(SiO2 ) , окиси
алюминия Q(Al2O3 ) , мг/м2 на трущихся поверхностях, удельный
расход масла m , мл/ч · м2; средний диаметр частиц D , мкм; давление на поверхности трения p , МПа; скорость скольжения v , м/с.
Для направляющих скольжения характерен вид изнашивания, при котором можно принять линейную зависимость скорости изна-
28
шивания от давления p и скорости относительного скольжения v .
Ввиду этого достаточно экспериментально выявить зависимость только для коэффициента изнашивания k от остальных факторов.
В окончательном виде математическая модель для определения коэффициента изнашивания материала направляющих станины представляется следующим уравнением:
(1986 0,108Q(Fe) 5,83Q(SiO2 ) 20,6Q(Al2O3 ) 17,9m 15,6D0,006 66Q(Fe)Q(SiO2 ) 0,0059Q(Fe)Q(Al2O3 ) 0,00619Q(Fe)m
0, 0914Q(SiO2 )Q(Al2 O3 ) 0, 0749Q(Al2O3 )m)10 2 pv.
Из него следует, что наибольшее влияние на коэффициент изнашивания оказывают приведенный удельный расход масла и количество частиц окиси алюминия и двуокиси кремния на трущихся поверхностях.
Частицы железа влияют мало, однако пренебрегать ими нельзя, так как количество данных частиц обычно велико и изменяется в широком диапазоне. Кроме того, в комбинациях с другими факторами они существенно влияют на коэффициент изнашивания.
Используя уравнение и зная диапазоны и законы распределения входных величин, методом статистического моделирования определили диапазоны и законы распределения скорости изнашивания. При этом они определялись для двух случаев (рис. 5):
А – для всей совокупности условий эксплуатации и режимов работы исследованных станков А ;
В – для условий эксплуатации конкретного станка В , вход-
ные параметры которого характеризуются следующими значениями:
Q(Fe) 200...350 мг/м2; Q(SiO2 ) 30...50 мг/м2;
Q(Al2O3 ) 10...20 мг/м2;
Vp 0,001...0,010 м/с (скорость рабочего хода); Vx 0,08 м/с (скорость холостого хода).
Все параметры, кроме p и v , для случая В подчиняются равновероятному закону распределения.
29
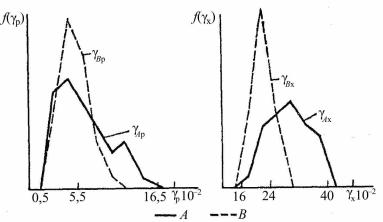
Особенность работы направляющих токарных станков заключается в том, что при холостых (обратных) ходах суппорта скорость его движения и давление в сопряжении постоянны. Это учитывалось при статистическом моделировании. Ввиду этого полученные выборки скоростей изнашивания разделены на две группы: для рабочих p и для холостых x ходов. Статистическая обработка выбо-
рок и проверка по критериям согласия показали, что f подчиня-
ется нормальному закону распределения с доверительной вероятностью 90 %. Полученные законы (полигоны) распределенияприведены на рис. 5. Математические параметры, характеризую-
щие эти законы, следующие:
– математическое ожидание:
Aр 4, 45 10 2 |
мкм/ч; Bр 4,30 10 2 |
мкм/ч; |
Aх 29,0 10 2 |
мкм/ч; Bх 21, 7 10 2 |
мкм/ч; |
–среднее квадратическое отклонение:
Aр 2,99 10 2 мкм/ч; Bр 1,92 10 2 мкм/ч;
Aх 5,56 10 2 мкм/ч; Bх 2,50 10 2 мкм/ч.
Рис. 5. Законы (полигоны) распределения скоростей изнашивания материала направляющих станины
30